























The Equipment of Case-hardening Rooms.
Page 3
Page 4

If you've noticed an error in this article please click here to report it so we can fix it.
Description of a Pressure Blower and a few Gas-Fired and Oil-Fired Muffle Furnaces.
(Continued from page 519.)
The annealing and case-hardening furnaces which are at present in actual use can be divided into two classes. First, those in which the steel comes into actual contact with the combustible or the gas which is employed for heating, and, second, those in which the parts to be treated are completely separated from the products of combustion. In the first class are included : (a) open fires, in which the part to be treated is raised to a white heat by means of charcoal, coal, or other fuel, whose combustion is assisted by the blast from a pair of bellows or a blower ; (13) enclosed furnaces, with induced or forced draught, which causes the products of combustion to circulate round or through the ovens which contain the parts to be treated; and (c) gas • furnaces of various kinds, in which the burning gases come into contact with the parts that are being heated. The second class of furnaces are : (a) those in which the steel to be treated does not come in contact with the flames from the furnace, or with the products of combustion, and these include a number of gas muffles and crucible ovens; and (b) the " molten metal " and " metallic-salt-bath " types. In the first-mentioned group of the second class, the parts to be heated are placed in a muffle of fire clay, which is then heated by the hot gases arising from solid combustibles, or from gas or oil fuel. In the latter group of this class, the metal or metallic salt for the bath is put into a crucible, and is melted by the aid of external heaters, which may be fed by either gas or oil fuel, or the bath may be reduced to a molten state by means of an electric current.
The average steel user does not require a higher tempera
ture than 1,5oo to 1,600 degrees Fahrenheit, and such a temperature can readily be obtained in any of the furnaces which come under class one. For high-grade alloy steels, such as are now largely used in motor-vehicle construction and for certain tool steels, case-hardening can only be effected at much higher temperatures. In many cases, the temperature required is about 2,100 degrees Fahrenheit, and, in a few exceptional cases, such as " Novo " tool steel, the
temperature must be as high as 2,350 degrees Fahrenheit.
The principal objection to all the furnaces which are included in Class I. is that contact of the hot steel with the air, or with the products of combustion in the furnaces, is more or less injurious to the material, and sometimes the steel loses a portion of its carbon through the oxidising influence of the atmosphere in which it is heated ; this is especially noticeable at the corners and edges of the parts that have been hardened. Still another point to be set down against the use of these furnaces is that undesirable ingredients which are present in the products of combustion, particularly sulphur, are liable to be absorbed by the steel during the process.
The degree of hardness which has been imparted to a piece of steel is de termined by the carbon condition, and this entirely depends upon the tempera_ ture which prevailed at the instant before the final quenching or cooling pro-. cess was commenced. It is, therefore, a matter of the greatest importance that, before quenching, each grade of steel should be raised to its critical temperature. An up-to-date casehardening room should, for this reason, be so equipped that, in the heating and tempering of parts, the following conditions exist : (t) it must be possible to heat the parts to, and to maintain them at, any desired temperature for a given length of time; and (2) as long as the material is hot, it should be kept from actual contact with such objects as might possibly affect the carbon content, or exert any bad effect upon the material. These conditions are generally laid down by engineers who are experienced in the heat treatment of steel, although many operators generally con
sider the work satisfactory if a tool is so hardened that it is quite hard to the file, and yet, when subjected in a heavy blow, will not break; but, between these two limits there is ample room for good and bad work. These conditions can generally he obtained by the use of any of the well-designed, gas-fired or oil-fired furnaces which are now obtainable.
One of the best of these is undoubtedly the twin-chambered, high-speed furnace which is made by Mr. S. N. Bray shaw, of 2, Mulberry Street, flulme, Manchester. Mr. Brayshaw is an engineer with wide experience in the manufacture of milling cutters and other high-speed tools, and the furnace which he has designed is one which gives excellent results. It consists of two chambers, placed one above the other : the bottom chamber is the larger, and its temperature is higher, and the extra room is allowed for heating the tools without bringing them into direct contact with the flame. This furnace may be fired by either gas or coal, and, with the burners supplied, a temperature of 2,550 degrees Fahrenheit may be maintained in the bottom chamber, whence the spare heat passes into the upper chamber, which thus becomes bright red. The work receives a preliminary heating in this chamber, before being put into the lower one.
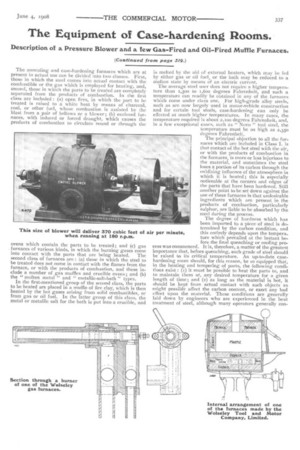
The East illustration on this page shows one of AlIdays and Onions', size I), " Empire ''fUrnaces, arranged for the consumption of crude petroleum, creosote, or any other lowgrade oil, which is very much cheaper to use than town gas. The furnace is mounted on cast-iron legs, and above it is placed the oil tank, with its depth gauge and air reservoir. By means of this apparatus, the air is heated to a high degree before it enters the furnace. The air from the blower is conducted to a receiver, which surrounds the chimney pipe, and, after entering it near the top, leaves near the bottom, and is led through the pipe which is seen in the illustration to the burners, where it arrives at practically the same temperature as the gases in the chimney. This heating of the air effects great economy, and much higher temperatures can be obtained than is possible by using cold air. In some of this company's models, the pedestal on which the muffle is mounted also forms the air reservoir, but in such cases the reservoir is not heated.
The muffle or oven is lined with fire brick of extra thickness, and the burner or burners, according to the size of the furnace, project the flames beneath the fire-brick slab. The burning gases then travel up the sides of the muffle, and reverberate from the top so as to envelop the oven in flame, and to maintain it at a uniform temperature. The air required to maintain combustion in this type of furnace should be supplied at a pressure of from z to 310. per square inch, and for this purpose a Roots or other torm of blower should he requisitioned. One of the simplest of these is the " Empire " blower, as made by Alldays and Onions, and illustrated on the preceding page. This blower consists of a casing, inside which an eccentric drum, provided with sliding vanes, is caused to rotate at speeds varying from 1.30 to 5oo revolutions per minute, the smaller sizes running at the highest speed. The liquid fuel is fed, under pressure, from the tank to specially constructed burners, which first convert the oil into a vapour at a high temperature, and it then burns with a powerful blue flame.
The line drawings on the preceding page show sections through one of the smaller sizes of gas muffles which are made by the Wolseley Tool and Motor Car Company, Limited, of Adderley Park, Birmingham, and a section through one of the burners by which these furnaces are heated. These furnaces are specially suitable for hardening large precision tools which are made of high speed steel, such as milling cutters and twist drills. These articles, while being hardened, are entirely protected from exposure to the furnace gases by the interposition of a plumbago muffle. The gas and air supplies are directly under the control of the operator by means of conveniently-placed valves. The construction of the burners, and the manner in which the air and gas supplies are regulated may clearly be followed from the sectional drawing which we reproduce.
Other good examples of the oil-fired and gas-fired types of furnaces are made by the British Gas Furnace and Tool Company, Limited, of Corporation Street, Birmingham, to which company reference was made on page 318 of our issue of last week, and Fletcher, Russell and Company, Limited, of Warrington. The latter concern makes a very large variety of furnaces for general and for special purposes, and among its models is one of the liquid, hardening type, and a large, double-ended, gas-fired furnace. The point to be noted about all these furnaces is that the gas-supply tap and pipe must be large and clear, so as to give as great a pressure of gas as possible at the burner nozzle, although the consumption of gas is relatively small.
All internal-fired refractory casings crack in use, and generally at the first heating. The cracks are usually of no importance, and -do not affect the working or permanence of the casing.. Any repairs necessary, however, can be made, or the broken parts joined. together, by. ae freshlymixed paste of fluid silicate of soda and ordinary fire clay. The surfaces of the slabs should, of course, first be moistened with silicate solution, to ensure the adhesion of the clay. •