











































































T IME, tide and fresh cows' milk wait for no man.
Page 30

Page 31
Page 32

If you've noticed an error in this article please click here to report it so we can fix it.
If there is to be a bottle of clean milk at the door every, morning, a great many people must bustle about, right from milking stool to doorstep. Human ,naturebeing what it is, a lion's share
• of the bustling falls on the broad 'ithoulders of transport by motor vehicles.
" A week or two ago I was given a perfect picture of the whole workings of a model dairy concern when I visited Howard's Dairies, Ltd., Southend-on-Sea, a company which appreciates -the value of road transport to the last teaspoonful of fuel. 1 had a backstage view of the daily Cycle of milk collection, processing and delivery.
Mr. H. G. Howard, present chair"man of _the company, bought Great Folly Farm, Westeliff, 45 years ago.
A7,3 He was asked to supply milk from the farm to a few friends, and that is how it all began.
The present company was formed in 1917 and the late Mr. Alec Steel, one of the foreinost agriculturists in Essex, was the chairman until his death in 1942. His son, the present Mr. Alec Steel, J.P., is a director and carries on the farming interests of his late father, and is a prominent breeder of British Friesian cattle.
As a matter of more than ordinary interest, Mr. Howard, in• 1919, was responsible for the introduction of the first clean-milk competition in England, an act which led to the introduction of . new standards of cleanliness throughout the country from that time onwards. • In 1926 an amalgarhation was arranged between 'Messrs. Clement Bros. Dairy and the Howard company, whilst, in 1929, the Southend business of Lord Rayleigh was acquired. The Clement brothers are to-day joint managing directors and it was Mr. F. Clement who acted as my guide and host. He has had 40 years in the dairy business and is, in addition, a keen veteran motorist and a student of road transport as applied to collection and delivery. When Mr. Clement goes around his depots he can tackle any man about his job.
Howard's Dairies, Ltd., collects milk from over 200 farms in Essex
each morning, processes and bottles the .product, and delivers it the same day 'to branch ,depots and retailers:. The collections are made in thearea .allotted by the Milk Marketing -Board and bounded roughly by Ingatestone and Laindon in the west and by the mouths of the Crouch and Blackwater in the east. The farthest farm is about 35 miles away. Deliveries,both wholesale and retail, are made in an even wider area.
The whole business involves the transport and processing of something like 5,000,000 gallons. a year and in the present season, when yield is high, 20,000 gallons per day. In August the yield will be less than in May and June, because there will no longer be the nutriment of the young, sweet grass, and the flies will be worrying the cattle.
All milk is collected in the early morning. Modern methods of production have made it unnecessary to collect in the evening as well.
Mr. Clement showed me around the processing and bottling department and we picked up Mr. G. Martin Reed, chief analyst and processing director. No one could fail to be impressed with the cleanliness, speed and efficiency in evidence at every stage of processing and bottling.
At present about 80,000 gallons of milk per week are pasteurized and about 20,000 sterilized. Pasteurizing is the normal process, involving heating to a temperature of 162 degrees F. and immediate cooling. A large proportion of milk is tuberculintested, supplied from the farms of Mr. H. G. Howard and Mr. Alec Steel. There is also the process of homogenizing, which is simply complete and permanent mixing of the milk and the cream.
The total capacity of the bottlefilling plant is 18,000 bottles per hour. All returned bottles, as they come in,
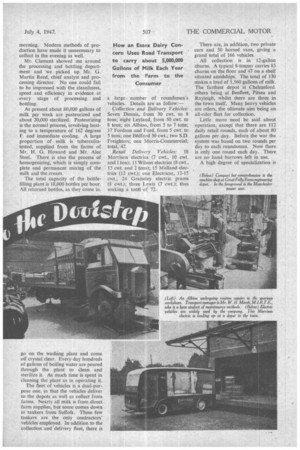
a large. number of Toundsmen's vehicles. Details are as follow:— Collection and Delivery Vehicles: Seven Dennis, from 30 cwt. to 8 tons; eight Leyland, from 50 cwt. to 8 tons; six Albion, from 5 to 7 tons; 17 Fordson and Ford, from 5 cwt. to 5 tons; one liddford 30 cwt.; two S.D. Freighters; one Morris-Commercial; total; 42.
Retail Delivery Vehicles: 18 Morrison electrics (7 cwt., 10 cwt. and 1 ton); 11 Wilson eleetrics (8 cwt., 15 cwt. and 2 tons); 15 Midland electries (12 cwt.); one Electricar, 12-15 cwt.; 24 Graiseley electric prams (8 cwt.); three Lewis (7 cwt.); thus making a total of 72.
There are, in addition, two private cars and 50 horsed vans, giving a grand total of 166 vehicles.
All collection is in 12-gallon churns. A typical 8-tonner carries 83 churns on the floor and 47 on a shelf situated amidships. The total of 130 makes a load of 1,560 gallons of milk. The farthest depot is Chelmsford.
others being at Bentieet, Pitsea and Rayleigh; whilst there are three in the town itself. Many heavy vehicles are oilers, the ultimate aim being an all-oiler fleet for collection.
Little more need be said about operation, except that there are 112 daily retail rounds, each of about 80 gallons per day. Before the war the system was based on two rounds per day to each roundsman. Now there is only one round each day. There are no hand barrows left in use.
A high degree of specialization is involved, and speed is a constant necessity. No wonder the C-licensee remains as yet outside the bounds of State control!
On the mechanical side, I found myself in the tutored hands of Mr. W. H. Marsh, M.I.R.T.E., transport manager. He explained that the repair and maintenance policy was to do all possible and reasonable work within the company's workshop premises, but to leave work such as crankshaft grinding, rernetalling and cylinder boring to those who specialize in it. He feels strongly about this, and would not install heavy equipment even if the opportunity were presented.
An interesting fitment in the spacious workshop is a grid-type washdown, about 25 ft. square. Other equipment includes a Globe 6-ton hydraulic lift, modified extensively to suit long-wheelbase vehicles, and having a ramp tread; a Fox oil-cleaning plant, B.E.N. power-washing equipment, a lathe, Manchester power saw, and Black and Decker valve refacer and descaler.
Space is, in effect, gained in the machine shop by having many shelves for tools. These were built to Mr. Marsh's design in mild steel, and slide in their frame. Hundreds of square feet of space are secured by thus expanding upwards, instead of sideways. The same principle has been adopted to some extent in the case of the neat and orderly stores at Folly Farm. Outwards expansion is, unfortunately, impossible at the present time.
Mileages of "Majors" Major overhauN are done at anything up to 300,000 miles, but this naturally varies according to the type of vehicle. Oilers are given a top and bottom overhaul at 40,000 miles, when pumps and injectors are calibrated, etc. In the case of most smaller vehicles, the unit-replacement system is used, many service units being held.
A simple but most effective system of recording repairs and maintenance is employed, based on the daily entry in journals of details 9f work done. These records are collated weekly and costs are worked out, recorded, and passed to head office. Vehicle history cards are filed, each with a colour according to type, and readily identifiable.
There is a comprehensive tally board in Mr. Marsh's office, by which the state of any vehicle can be determined at, once. There is a separate maintenance-recording system, on similar lines, for electrics. The company is keen on conscientious maintenance for battery electrics. As Mr. Clement says, this is all too often skimped and batteries are especially neglected.
At head office, workshop charges— labour,' material, fuel and lubricants and electrical units—are received as already described, and after the apportionment of "on-costs," are accommodated in -. overall costing. They are entered in a card index held by the company secretary and punched for rapid reference.
Each month they are sorted out according to" function," so that they may be related to processing costs. Eventually costs are determined per gallon of milk in and out, to four decimal places of pence.