



































A WORKS WHICH OVEI
Page 16
Page 17
Page 18

Page 19

If you've noticed an error in this article please click here to report it so we can fix it.
; 15 BUSES PER DAY.
A Description of an Organization wl Four Days for Co .gely Served to Reduce the Time to erhatdiug a Bus.
INCREASE in costa has, in recent years, caused many an examination into methods and processes with a viewto the discovery, if possible, of such means as will enable economies to be effected.
The overhauling of the London-General omnibuses has grown into a big business. There arc 3,000 vehicles in regular use, and there are 307 working days in the year. Deducting, again, Saturdays as being only half days and leaving them available instead for "odd jobs," one gets 245 full working days per year. To overhaul the whole fleet in a twelveraonth would necessitate from 12 to 13 buses per day going through the shops for this purpose. Add to this a:proportion for accidents and mishaps, experimental work, and special orders, and we may then place the daily figure at 15 buses. Each vebiele being licensed by the police for twelve months, by systematic arrangement a definite and approximately reg-ular number of licences become due to expire daily, so that overhauling at the end of that period lends itself to organization.
It was formerly the practice of the engineering department of the company to carry out these overhauls in the garages from which the vehicles were operating, and, so far as the bodywork was concoined, at the body cobstruction and overhauling works at Ncrth Road, Olaf Street, and Seagrave Road. There were over 30 of these garages, and to-day there are 36.
The work was started in September, 1920, and was sufficiently far advanced for us to see and describe the place and its purpose in March last. The building is 857 ft. long by 352 ft. wide, having e1.6
an area of seven acres on one floor, with a wide concrete road encircling it. The administration blocks and the canteens flank the entrance road, leaving open spaces on each side, the larger area being allocated to the workmen for a sports ground. In all, the buildings and roads cover 16 acres, leaving a further 15 apres for extensions,
The works building is divided into three main sections. About one-half of the total space is occupied by the body building and repair shops and the paintshop
Of the remaining half, the boiler house and main stores occupy nearly one-third, the rest being devoted to the section dealing with chassis overhaul. Important sections that will not call for extended notice at this juncture are the laboratory and experimental department, the rag-washing and oilrecovery plant, the first-aid station, etc. Those who have by them the issue of The Commercial Motor for March 22nd, 1921, should refer to the large plan given on pages 138 and 139.
The clearest understanding of the principles adopted and methods employed at the Chiswick overhauling works will be provided by carefully following a chassis on its journey through the shops.
It first goes to the licensing department, where it is stripped of ita licence plates, and then„ito the extreme west end of the works for the removal of its body. The body clamps are undone, the destination boards, aprons, cushions, and advertisement plates removed and passed to theirvarious departments. The bus is then reversed -over a lift, the wheels running in steel channels to ensure correct positioning. The lift consists of a couple of girders mounted on four guides projecting through the floor, one girder on each side of the bus. The framework below, carrying the guides, is operated by a single hydraulic ram, worked by a small oil pump driven by an electric motor. This gives a 4 ft. lift. To each girder is secured five brackets carrying arms, the .inner ends of which have pads to bear on the underside of the body. A B-type bus requires the use of three arms on each side, a K-type four arms, and an S-type the whole of the five • arms. The arms are adjustable inwards by means of hand wheels. The bus being in position and the arms being set at the correct width, the lift is raised, the pads on the arm extremities take the weight, and the body is then elevated about a foot above the frame of the chassis. 'The latter is then driven off and we are now left with two members—the chassis and the body.
Let us complete the story of the latter on its Journey to the repair shop. Two specially-designed
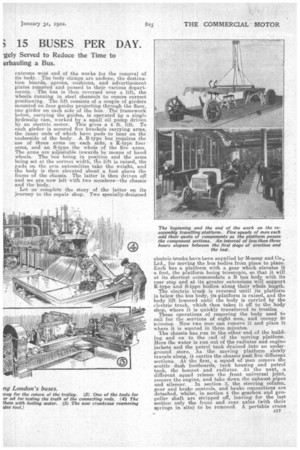
electric trucks have been supplied by .Mossay and Clo., Ltd., for moving the bus bodies from place to place. Each has a platform with a gear -which elevates it • a foot, the platform being telescopic, so that it will at its shortest accommodate a B bus body with its rear step and at its greater extensions will support K-type and S-type bodies along their whole length.
The electric truck is reversed until its platform is below the bus body, its platform is raised, and the body lift lowered until the body is carried by the electric truck, which then takes it off to the body shop, where it is quickly transferred to trestles. These operations of removing the body used to call for the services of eight men, and occupy 21) minutes. Now two men can remove it and place it where it is wanted in three minutes. The chassis has run to the other end of the building and on to the end of the moving platform. Here the water is run out of the radiator and engine jackets and the petrol tank drained into an underground store. As the moving platformslowly travels along, it carries the chassis past five different sections. At the first, a squad of men remove the scuttle dash footboards, tank housing and petrol tank, the bonnet and radiator. At the next, a different squad release the front universal joint, remove the engine, and take down the exhaust pipes
and silencer. In section 3, the steering column, gear and brake controls, and brake conneetions are detached, whilst, in section 4 the gearbox and propeller shaft are stripped off, leaving for the last section only the front and rear axles (with their springs in situ) to be removed. A portable crane
tiavelling on an overhead run-way lifts the chassis frame and carries it across to the inspection bench, because this is the first item to get away again, only a. small "float" of frames being necessary. We thus have all the components of a chassis stripped and on cleaning benches parallel to the travelling platform. • They now commence their travels at right angles to that platform through the cleansing section to the inspection benches. The cleaning is very impressive. One sees radiators, tanks, timing gear covers, carburetters complete, and all sorts of castings and bright parts passed into hot caustic soda baths—merely plunged in for a few seconds, the smaller details gripped in the jaws of a pair of tongs---then into an acid Cleaning bath, instantly to emerge bright as when new, and then through two hot-water baths and placed on a bench to dry off immediately under the action of the heat frcm the boiling water.
Engines, gearboxes, steering gear, they arc all dismantled, no effort being made to keep together parts that have spent the past year in close contiguity, for standardization takes care of that. Hot water—and plenty of it—is the note. It is poured out of a thousand jets in a cylindrical pipe in a great hood on to parts in trays and baskets that travel on a conveyor over an oscillating path through the centre of the toil. Every part is searched by the jets of scalding water, and at the end of the machine they emerge clean and very hot, and are at once removed to the inspection benches. The axles are deprived of their springs, which are moved off to the spring department for heat treatment, setting to correct camber, and reassembling. The shafts, brakes, and differential gears are removed, cleaned, and go to theii proper sections, and only the casing of the rear axle and the front axle itaelf remain for cleansing (still with hot water)and despatch a few yards to their inspection bases.
Nothing moves very far, the frame—because it will be the first to be wanted—going the farthest. On the inspection benches each part is examined and checked by means of jigs and limit gauges, and then marked. If fit for use, a touch of green paint stands for O.K. ; if
rectification is required, a 5plash of blue paint, but a daub of red paint signifies that a part has received its conge and is fit for the scrap-heap. No condemned or unrectified part can reach the assembly benches, so carefully is the system devised. Conveyers (of the roller and moving platform 'types) are to be found on every hand, for the purpose of reducing labour and handling. Every phase is timed for 20 minutes, so that three of everything should be ready every hour.
' The overhauling of the engine is
• typical of the work of the several sections. The crankcase is placed on a new crankcase bearing reamering and running-in machine, devised and invented by the engineers of the company. There are four arms to the turret, on each of which a crankcase is mounted. On the first arm, a man places a case in position, after removing the ease finished by No. 4 operator. The, case being swung into No. 2 position, the bearings are rea,mered to a standard size, very clever gear and methods of supporting the reamered shaft being employed. Another case has been put on the arm now in No. 1 position and the turret swung a quarter turn. At No3 position the crankshaft (previously straightened and reground to one of the predetermined standards) is fitted in position and the bearing caps replaced. In No. 4 position the crankshaft is coupled to a dynamo, which runs it in. Four men are thus working on the machine at one time, the turret swinging round at the end of each 20 minutes. Thus 26 crankcases can be turned out daily, and what now takes 20 minutes to do. four men working, used to take one man two days by the old hand-scraping method.
The crankcase is now placed on a slowly moving conveyer, which travels 120 ft. in four hours. There are 12 assembly stages, each with a squad of men, and in the 20 minutes that the case passes through a stage each squad oompletes its quota of work. In the course of the first six stages, the cylinders and all -the reciprocating parts are fitted, after which a hoist removes the job to a test bench, where the engine is given a run-in and the amount of power taken to move the reciprocating parts measured. Any necessary rectification is made, and the engine
return to the conveyer, where, in the next six stages, all the auxiliary components, such as the magneto, carburetter, piping, and dynamo, are fitted. The engine then takes its place at the end of the " float " of engines.
The same process applies to all the chassis components, which by now have reached the end of the sections at right angles to which rims the assembly moving platform. First, a front axle and a rear axle are wheeled on ; a frame is picked up by a hoist and dropped into position. A small squad of men secures it, the next squad adding the gearbox, control levers, and brake connections. The third mounts the steering column, the fourth adds the engine complete with clutch, the fifth the -dashboard and radiator, and, at the end, the tanks are filled, the rear wheels run on toathe exposed peripheries of a pair of rollers which are rotated by an underground motor, a man jumps into the driving seat, engages top gear, the ivhcels are revolved, starting the engine and, after changing to a lower gear,away drives the chassis under its own power, the engine never once having turned under its own power since overhauling.
A run round the. test road and then the vehicle gots into the ga.rage and running shed for a final chassis inspection and the rectification of any fault discovered by the testers. Let us return to the body. This was taken to• the repair shop and placed on trestles. Every part is examined, injured panels and frame members are removed and renewed, the staircase and advertisement band, the outside seats and slot mats are removed and fully repaired, and throughout a thorough job is made. The saw mills are at work turning out parts so accurately made to jig that the fewest possible tools are required in the replacement of defective parts, and the same applies to the construction of new bodies, which is all carried out here.
When the work is finished, the body is moved by an electric truck to the paint shop, and, by splittitig the work into two-hour jobs, batches of men
specializing on the different branches and moving from body to body, at two-hour intervals, it has been found quite practicable to get the painting, fixing transfers, lining, and. varnishing through in three days. The chassis,are spray-painted, and, as each One is declared ready, it moves off to pick up a body (a second lift, similar to the one used for dismantling, but having a certain flexibility about the pads to permit the body to be moved an inch Or so in any direction so that the securing bolts may easily be positioned, being employed).
The painting and lettering of the destination beards, the re-enamelling of the advertisements, the repairing and recovering of the cushions, all constitute interesting details, but space does not permit us to recount everything to be seen at Chiswick, But one may return for a moment to the engineering side to note the clever four-spindle valve-grinding tool that enables ene workman to do in a .day, what thirty did under the old 'garage system, to see the simple but effective set of micrometers mounted on a stand for proving-the alignment of a connecting rod, and to observe the use of the jig for testing the length of the chains taken from the gearboxes. No expense seems to have been spared to obtain or to devise the tool which shall secure accuracy in the finished article with the least labour.
Labour saving is important. To cut down the time for overhauling, an engine to one-third of that previously occupied is an example. At first blush it would appear that this disadvantageously displaces labour. But, as a matter of fact, taken into con
junction with similar achievements throughout the whole of. the operations, it so reduces the cost of
overhaul that the buses can be run at cheaper fares and at a greater profit. This, in turn, encourages traffic. on the one hand, and, on the other, the directors to build and put more buses into service. In the long run everybody is benefited, as, of course, should be the. net result. of anydistinct advance towards economy and efficiency.