



















Crankshafts for Steam and Petrol Engines.
Page 14

Page 15
If you've noticed an error in this article please click here to report it so we can fix it.
The accountant of any big motor manufacturing concern, if he were asked which was the most expensive yet important single part employed in the construction of a motor, would at once reply " the crankshaft." This vital element of a reciprocating engine must be made of a very good quality of steel, and its manufacture calls for the highest class of workmanship during the various processes of development from the smithy to the view room. We hear, from time to time, of attempts to produce " crank-less " engines, but the day when such engines will be generally employed in motor vehicles is still far off. The crankshaft has been employed in engineering workshop practice for more than one hundred years; in fact, its displacement can only be brought about by the introduction of a mechanism at once simple and cheap to construct, and absolutely reliable in action.
The stresses which are induced in the different parts of a crankshaft for an internal-combustion engine are of such a varied and complex nature, that it is absolutely impossible to take account of them all while the crankshaft is being designed, but the draughtsman should always aim at making the shaft strong enough to sustain, or to withstand, such stresses as are known to exist, plus an ample margin of safety, in order to take care of the unknown factors. The stresses which are evident are : (a) the bendingof the crank pin at the moment when the explosion occurs ; (b) the bending and torsional stresses in the journal parts of the crankshaft ; and (c) the compound bending stresses in the crank cheeks, one of which is in the plane of the crank, and the other in a plane at right
angles to the crank. A crankshaft must be designed to resist all these stresses; yet, at the same time, it sho.:ild be as light as possible. If metal is indiscriminately added to the shaft, not only will the dead weight be increased, but the enlarged diameters of the crank pin and journals will lead to increased rubbing friction.
The chief thing to be aimed at in the designing and producing of a crankshaft, is, so to proportion the parts that the stress per square inch is sufficiently low to insure a reasonable length of life for the shaft. An ideal condition would be, of course, one in which the crankshaft would last as long as all the other parts of the engine, but it is improbable that such a condition of things could prevail in a petrol engine without the shaft's being of unwieldy dimensions, It is generally understood, particularly in motorbus circles, that a crankshaft has but a definite life, and it is not unknoWn in London motorbus garages to make preparations for the replacement of abroken crankshaft two or three days before the actual occurrence of the fracture, the time for this having been esti
mated by the engineer from the mileage records of the vehicle, and, with at least one make of engine, the engineer's estimate is very rarely at fault.
Crankshafts are either built up of several Pieces, or forged and turned in one piece. Those of the former class are more usually employed for singlecylinder engines, such as small cycle engines, and, when built in quantities, there is little doubt that, for the singlecylinder engine, this type of shaft is the best, and certainly the cheapest. The parts are all turned, and can IT produced in an automatic lathe, whilst the expense of fitting split bearings is also avoided; the sizes of the short crank and journal pins are such as to permit of their being very easily hardened and accurately ground to the required sizes, and with such pins and journals, the wear and tear of the bearings is much less than with unhardened pins. The built-up crankshaft can also successfully be employed on two-cylinder engines, where the cylinders are disposed, diagonally, and, although it has been applied to two-cylinder engines in which the cylinders are placed side by side, it has not proved nearly so satisfactory as the one-piece shaft.
'Faking the four-cylinder engine as being representative of the type most generally employed for commercial work, there are, in regular use, two distinct types of forged crankshaft, one of which has a bearing at each side of each throw, whilst, the other has but three bearings, there'being, two pairs of cranks on each side of the centre bearing. In the first-mentioned -crankshaft,' the bending stresses in the journals and crank cheeks are Considerably less than in the latter 'case, in which the crank pins and cheeks are not nearly so well supported. When the engine is running, there is a .recurrent and simultaneous downward pressure on the adjacent cranks during each revolution,
and this tends to distort the shaft. In most cases, the crankshaft is. made strong enough to resist serious distortion, but there is good reason to believe that, in many other instances, it is sufficiently altered in shape to cause undue wear in the bearings.
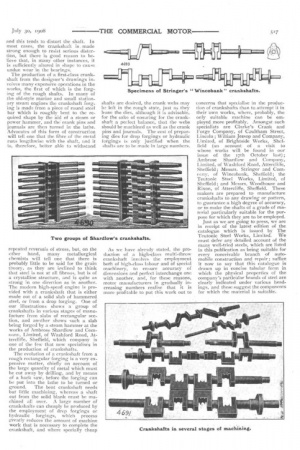
The production of a first-class crankshaft from the designer's drawings involves many expensive operations in the works, the first of which is the forging of the rough shafts. In many of the old-style marine and small stationary steam engines the crankshaft forging is made from a piece of round steel bar which is roughly bent to the required shape by the aid of a steam or power hammer, and the crank pins and journals are then turned in the lathe. Advocates of this form of construction will tell one that the fibre of the metal runs lengthwise with the shaft, and it is, therefore, better able to withstand repeated reversals of stress, but, on the ether hand, many metallurgical chemists will tell one that there is probably little to be said for the grain theory, as they are inclined to think that steel is not at all fibrous, but is of a crystalline structure, and is quite as strong in one direction as in another. The modern high-speed engine is provided with a crankshaft that is either made out of a solid slab of hammered steel, or from a drop forging. One of our illustrations shows a group of crankshafts in various stages of manufacture from slabs of rectangular section, and another shows such a slab being forged by a steam hammer at the works of Ambrose Shardlow and Company, Limited, of Washford Road, Attercliffe, Sheffield, which company is one of the few that now specialises in the production of crankshafts.
The evolution of a crankshaft from a rough rectangular forging is a very expensive matter, chiefly on account of the large quantity of metal which must he cut away by drilling, and by means of a hack saw, before the forging can be put into the lathe to be turned or
ground. The bent crankshaft needs but litUe machining, whereas a shaft cut from the solid blank most be machined all over. A large number of crankshafts can cheaply be produced by the employment of drop forgings or hydraulic forgings, which process e-reatly reduces the amount of machine work that is necessary to complete the crankshaft, and Where specially cheap
shafts are desired, the crank webs may be left in the rough state, just as they leave the dies, although it is advisable, for the sake of ensuring for the crankshaft a perfect balance, that the webs should be machined as well as the crank pins and journals. The cost of preparing dies for drop forgings or hydraulic lorgings is only justified when the shafts are to he made in large numbers.
As we have already stated, the production of a high-class mufti-throw crankshaft involves the employment both of high-class labour and of special machinery, to ensure accuracy of dimensions and perfect interchange one with another, and, for these reasons, motor manufacturers in gradually increasing numbers realise that it is more profitable to put this work out to concerns that specialise in the production of crankshafts than to attempt it in their "own works, where, probably, the only suitable machine can be employed more profitably. Amongst such specialists are Clarke's Crank and Forge Company, of Coultham Street, I.incoln ; William Jessop and Company, Limited, of 13rightside Works, Sheffield (an account of a visit to whose works will be found in our issue of the 17th October last); Ambrose Shardlow and Company, Limited, of Washford Road, Attercliffe, Sheffield; Messrs. Stringer and Comiainy, of Wincobank, Sheffield ; the Teutonic Steel Works, Limited, of Sheffield; and Messrs. Woodhouse and Rixon, of Attercliffe, Sheffield. These makers are prepared to manufacture crankshafts to any drawing or pattern, to guarantee a high degree of accuracy, or to make the shafts of a grade of material particularly suitable for the purpose for which they are to be employed.
Just as we are going to press, we are in receipt of the latest edition of the catalogue which is issued by The Teutonic Steel Works, Limited. We must defer any detailed account of the many well-tried steels, which are listed in this publication as being suitable for every conceivable branch of automobile construction and repair; suffice it now to say that this catalogue is drawn up in concise tabular form in which the physical properties of the company's paiticUlar brands of steel are clearly indicated under various headings, and these suggest the components for which the material is suitable.