

































HINTS ON MAINTENANCE.
Page 32
Page 33
If you've noticed an error in this article please click here to report it so we can fix it.
How to Get the Best Out of a Vehicle, to Secure Reliability, and to Avoid Trouble.
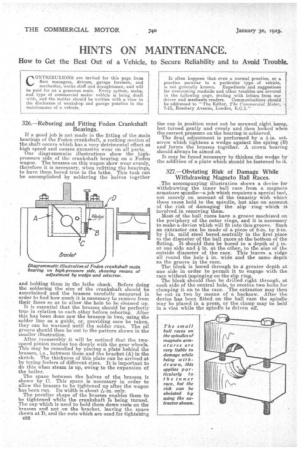
326.—Reboring and Fitting Foden Crankshaft Bearings.
If a good job is not made in the fitting of the main bearings of the Foden crankshaft, a rocking motion of the shaft occurs which has a very detrimental effect at high speed and causes excessive wear on all parts. Our diagrammatic illustrations show the highpressure side of the crankshaft bearing on a Foden wagon. The brasses on this wagon show wear evenly, therefore it is necessary, when refitting the bearings, to have them bored true in the lathe. This task can be accomplished by soldering the halves together and holding them in the lathe chuck. Before doing the soldering the size of the crankshaft should he ascertained and the brasses carefully measured in order to find how much it is necessary to remove from their faces so as to allow the hole to be cleaned up. It is essential that the brasses should be perfectly true in relation to each other before reboring. After this has been done saw the brasses in two, using the solder line as a guide; or, providing care be taken, they can be warmed until the solder runs. The oil groove should then be cut to the pattern shown in the smaller illustration.
After reassembly it will be noticed that the twospeed pinion meshes too deeply with the gear wheels. This may be remedied by placing a plate behind the brasses, 3.e., between them and the bracket (A). in the sketch. The thickness of this plate can be arrived at by trying feelers of different sizes. It is important to do this when steam is up, owing to the expansion of the boiler. .
The space between the halves of the brasses is shown by O. This space is necessary in order to allow the brasses to be tightened up: after the wagon has been run. Its width is about Aeln. only. The peculiar shape of the brasses enables them to be tightened while the crankshaft Is being turned. The cap which is used to hold them down rests on the brasses and not on the bracket, leaving the spare shown at D, and the nuts which are used for tightening e32 the cap in position must not be screwed right home, but turned gently and evenly and then locked when the correct pressure on the bearing is achieved.
The final adjustment is performed by a iein. setscrew which tightens a wedge against the spring (B) and' forces the brasses together. A crown bearing should always be aimed at.
It may be found necessary to thicken the wedge by the addition of a plate which should be fastened to it.
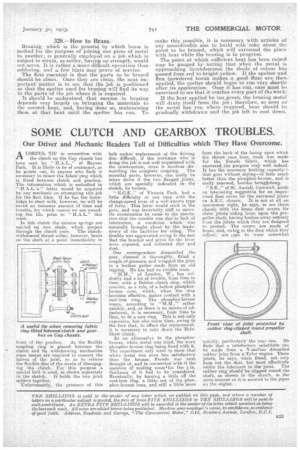
327.—Obviating Risk of Damage While Withdrawing Magneto Ball Races.
,The accompanying illustration shows a device for withdrawing the inner ball race from a magneto armature spindle—a job which requires a special tool, not merely on account of the tenacity with whicu these races hold to the spindle, but also on account of the risk of damaging the slip ring which is involved in removing them.
Most of the ball races have a groove machined on the periphery of the outer rings, and it is necessary to make adevice which will fit into this groove. Such an extractor can be made of a piece of 2-in. by 2-in. by On. mild steel bored .centrally in the first place to the diameter of the ball races at the bottom of the fluting. It should then be bored to a. depth of in. at one side and in. at the other, to the size of the outside diameter of the race. This leaves a ridge all round the hole t in. wide and the mine depth as the groove in the race.
The Mock is bored through to a greater depth at one side in order to permit it to engage with the race without impinging on the slip ring. The block should then be drilled right through, at each side of the central hole, to receive two bolts for clamping it on to the race. The extractor may then be cut in two by means of a hacksaw. After the device has been fitted on the ball race the spindle may be placed in a press, or the clamp may be held in a vice while the spindle is driven off.
328.--How to Braze.
Brazing, which is the proc6s,4 by which brass is melted for the purpose of joining one piece of metal to another, is generally employed on a job which is subject to strain, as solder, having no strength, would not serve. It is rather a more difficult operation than soldering, and a few hints may prove of service. The first essential is that the parts to be brazed should be clean. Once they are clean, the next irrt • portant matter is to see that the job is positioned so that the spelter used for brazing will find its way to the parts of the job where it is required. It should be understood that success in brazing depends very largely on bringing the materials to the correct heat, and, having done so, maintaining them at that heat until the spelter has run. To make this possible, it is necessary with articles of any considerable size to build with coke about the point to be brazed, which will surround the place with heat while the brazing is in progress.
The point at which suffidient heat has been raised may be gauged by noting that when the metal is approaching incandescence the shade of colour has passed from red to bright Yellow. If the spelter and flux (powdered borax makes .a good flux) are then. applied, the spelter should begin to run very shortly alter its application. Once it has run, care must be exercised to see that it reaches every part of the work: If the heat applied be too.great; the brazing metal will drain itself from the job ; therefore, so soon as the metal has run where required, heat should be gradually withdrawn and the job left. to cool down.