



































































































Crossley Produces Double-deck Bodies
Page 57
Page 58
If you've noticed an error in this article please click here to report it so we can fix it.
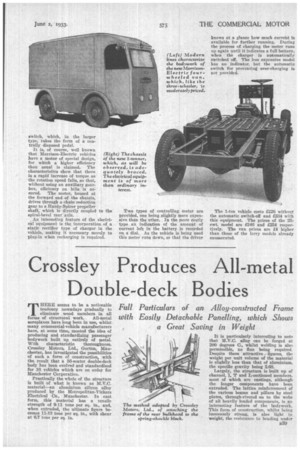
Full Particulars of an Alloy-constructed Frame with Easily Detachable Panelling, which Shows a Great Saving in Weight THERE seems to be a noticeable tendency nowadays gradually to eliminate wood members in all
forms of structural work. All-metal aeroplanes have long been in use, whilst, many commercial-vehicle manufacturers have, at some time, mooted the idea of producing and standardizing passenger bodywork built up entirely of metal. With characteristic thoroughness, Crossley Motors, Ltd., Gorton, Manchester, has investigated the possibilities of such a form of construction, with the result that a 56-seater double-deck body has been evolved and standardized for 16 vehicles which are on order for Manchester Corporation.
Practically the whole of the structure is built of what is known as M.V.O. material—an aluminium silicon alloy produced by the Metropolitan-Vickers Electrical Co., Manchester. In cast form, this material has a tensile strength of 9-11 tons per sq. in., and, when extruded, the ultimate figure become a 11-13 tons per sq. in., With shear at 6.7 tons per sq. in.
It is particularly interesting to note that M.V.C. alloy can be forged at 200 degrees C., whilst welding is also permissible, no flux being required. Despite these attractive , figures, the weight per unit volume of the material is slightly less than that of aluminium, the specific gravity being 2.68.
Largely, the structure is built up of channel, I, T and L-sectioned members. most of which are castings, although the longer components have been extruded. The lattice reinforcement of the various beams and pillars by steel plates, through-riveted on to the webs of all heavily loaded components, is an interesting feature of the bodywork. This form of construction, whilst being immensely strong, is also light in weight, the resistance to bending under impact being greatly increased by the fact that the steel strips are immediately put under load by any extraneous force.
A cellular formation is adopted for both upper and lower saloons, six equally spaced frames being utilized in addition to the forward bulkhead and the aft panel. Each frame is built up to Rim a continuous hoop all around the inside of the body, steel flitches being employed at points where additional support is required.
Despite adequate bracing, the structure gives an impression of lightness which is borne out by the fact that the total weight of the various components used is approximately 1,000 Tb.—a remarkably low figure for such a commodious body.
No risks have been taken in endeavouring to obtain the lightest possible structure, as is evidenced by the fact that the main pillars forming the forward bulkhead have been built up of
steel plates developed into a box section and shaped on the outside to conform with the curve of the body aides; thus, the pillars are able to take care of the heavy inertia load imposed by a sudden application of the brakes, when there is a full complement of passengers on the upper deck.
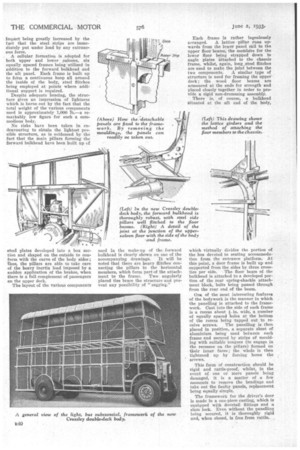
The layout of the various components used in the make-up of the forward bulkhead is clearly shown on one of the accompanying drawings. It will be noted that there are heavy flitches connecting the pillars to the horizontal members, which form part of the attachwent to the frame. Two angularly placed ties brace the structure and prevent any possibility of "sagging." Each frame is rather ingeniously
arranged. A lattice pillar runs upwards from the lower panel rail to the upper floor beams, the meinbers for the lower floor being strapped down to angle plates -attached to the chassis frame, whilst, again, long steel flitches are used to make the joint between the
two components. A similar type of structure is used for framing the upper deck; the wood floor beams are armoured at the ends for strength and placed closely together in order to provide a rigid non-drumming assembly.
There is, of course, a bulkhead situated at the aft end of the body, which virtually divides the portion of the bus devoted to seating accommodation from the entrance platform. At this point, a door frame is built up and supported from the sides by three cross ties per side. The floor beam of the bulkhead is attached to a developed portion of the rear spring-shackle attachment block, bolts being passed through from the rear end of the beam.
Om of the most interesting features of the bodywork is the manner in which the panelling is attached to the framework. Cast into the side of each frame is a recess about tin. wide; a number of equally spaced holes at the bottom of the recess being tapped out to re ceive screws. The panelling is then placed in position, a separate sheet of aluminium being used between each frame and secured by strips of moulding with suitable tongues (to engage in the recesses on the pillars) formed on their inner faces; the whole is then tightened up by forcing home the screws.
This form of construction should be rigid and rattle-proof, whilst, in the event of one or more panels being damaged, it is a matter of a few moments to remove the headings and take out the faulty panels, replacement being equally simple.
The frainewoik for the driver's door is made in a one-piece casting, which is equi,pped with dovetail fittings and a slam lock. Even without the panelling being secured, it is thoroughly rigid and, when closed, is free from rattle.