



















The Making of Westinghouse (Morse) Chains.
Page 4

Page 5

Page 6
If you've noticed an error in this article please click here to report it so we can fix it.
Silence, as a desirable characteristic of things in general in the mechanical branches of the automobile work!, has become, in recent times, one ol the principal objectives of the designer and engineer. 'Che decision of the PubU.: Carriage Department of Scotland Yard, a little more than two years ago, that all chain-driven motGrbuses which plied for hire in the Metropolis must be htted with a " silent " type of chain, undoubtedly did much to increase the employment of Morse chains on heavy petroldriven commercial vehicles. The dis tinguishing " rotker joint of the Morse design is, we anticipate, quite familiarto our readers, and it will be remembered that the makers advance far-reaching claims, on behalf of this patented system, on account of it, mechanical efficiency ; our previous illustrated references to this chain appeared in the issue of this journal ft).the 2nd November, ieos.
The relative positions of the flat pin at one end of each link, and of the angular-faced pin at the other end, secure what is practically only line contact between the chain units; the friction which results from the bending of the links round a chain-wheel or pinion is, therefore, less in the case of the Morse chain with its rocker joint than in that of the more ordinary cylindrically-jointed type. The Morse rocker approaches, as nearly as is possible in a joint of this class, to the characteristics of a ball bearing. Jr was originally designed in America, but ail the latest types that are in use in Great Britain are entirely the result of redesign in the English shops. These ccinponents have, for nearly three years, been made in a self-contained and separately-organised department of the Westinghouse Brake Company's works at York Road, King's Cross. .1 representative of " THE COMMERCIAL NI0TOR " was recentiv afforded an opportunity to inspect these shops, and to take note of the numerous careful operations which are involved in the manufacture of a high-grade chain of the " silent " type.
The production of a large range of
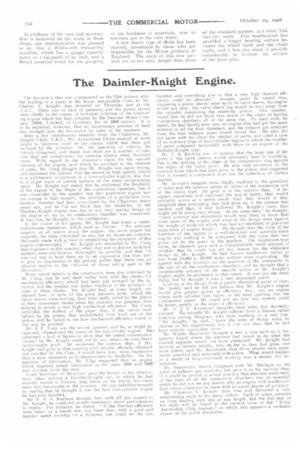
chains, of sizes which vary from t-inch pitch and :2-inch width up to 2-inch pitch and 14 inches in width, is constantly in hand. The links are punched, in two operations, fr(nn Siemens-Martin steel strip which has an elastic limit of so tons. We illustrate a pair of a number of the powerful presses which were, at the time of Our representative's visit, producing complete links—for 2-inch pitch chain—at the rate of too P° r minute. Upon examination of the photograph of these machines, which we reproduce, it will be seen that the material is fed to two presses which act in series. A roll of the strip material is held vertically in a light cage ; this is not visible in the picture, but is situated hnmediately behind the first pillar. The metal is then led over into a stiedl specially-designed straightening and feeding machine. This apparatus, whose position can be seen in our illustration, is power-driven, and it theroughly flattens the strip by the familiar process of bending the material in opposite directions alternately. Thus freed from all " kinks " and irregularities, the metal ribbon is fed into the first of a pair of presses, and in this machine ihe curiously-shaped rivet holes of the Morse link are punched. The perforated strip, drawn forward by self-acting cam-operated feed motions, passes under the bed of the next press, and up into a second set of dies, where
the shaped link is finally punched from the material. The strip steel, as it appears after it has undergone each operation, can be clearly seen in the illustion. There is a reason for the curious method of the feeding of the material under the second machine. It will be realised that, by the adoption of this method, the metal is stressed on the two presses, during punching, in opposite directions.
The links are next "tumbled " in a number of inclined steel barrels; these are rotated by power, and they move at about 70 revolutions per minute. The exact angle of inclination of these barrels is immaterial, but something between 30 to 45 degrees is usual, to ensure that all burrs are removed effectively from the links, pins, and other components which have to be treated in this way ; the barrels are tipped right down when they are to be emptied, but angular adjustment can easily be made, if necessary, while the machines are running. The arrangement is common practice in many branches of mechanical engineering.
The other principal components of the standard chains are the pins, which are made from high-grade cast-steel bar of suitable sections. A number of presses is kept constantly employed in the production of the various sizes and type of pins required. The bar is fed on to the table of each powerful press, and a group of three dies performs simultaneously the three operations of " shouldering," " locating " and " cutting off . " The complete pins thus formed are taken to a salt-bath furnace, and then hardened; they are finally tempered in an oil-bath whose temperature is registered by an indicating pyrometer-galvanometer. The next operation consists of the softening of the ends of the hardened pins, to permit the subsequent riveting, and for this•purpose a number of special machines is in use. We illustrate one of these interesting appliances on page i I, and the arrangement of the parts is clearly shown by the photograph of which this is a reproduction. The principle adopted is to maintain an electric arc for a definite period between a series of carbons and the ends of the pins. Alternating current at 400 volts Es available in the shops, and th's i, led to a rotary converter, which reduces it to 110 volts continuous for the use co these machines. A bank of incandescent lamps in parallel is used as a resistance for each carbon, to control the current from the converter, and the carbon is, of course, in series with the lamps. The other wire from the converter is earthed to the frame of the machine. The process of " striking the arcs," their maintenance, and the sub-equent withdrawal of the carbons, is controlled by power-driven camshafts, as mav be seen in the illustration. The 1->nr. are placed in position on a carrier chain by a boy; the links of this chain have special grooves for the purpose, and they are advanced in such a mariner that, on each machine, one end of each of three pins forms the other pole to the arc from each of the set of springmon nted carbons. The two ends of the pins are treated in this way, independently, by the oppositely-disposed sets of carbons. The arcs are timed to last 35 seconds, and each machine is capable of softening—at both ends— joint pins at the rate of zoo per hour.
The assembling, riveting, and subsequent testing is performed by gangs of men and boys on piece work, and it has been found that no cheaper or more reliable method than hand assembling and riveting can be adopted.
Each completed chain is subjected to a .ntenhane test on a special machine which w.• illustrate. This consists, essentiall.... of a pair of plain milers, over which the chain is arranged to run; a total tensile strain, in the case of components intended for motorbus work, of to tons is put upon the exwildcat chain, and, in this condition, it is run :o. 40 revolutions per minute for half-an-hour. This treatment results in the thorough heckling of the joint pins and incidentally it forms a useful meanof testing the workmanship throughotit. The tension applied varies, of course, with the size of the chain. The machine is used for all sizes of drives, and is capable of testing a chain 14 inches in width. It will be noticed that in the photograph which we reproduce, the long vertical drive (ruin the machine up to the overhead countershaft is by means of a small Morse chain; this practice obtains, as might he expected, in a large number of instanees throughout the shops.
As well as to the making of chains, a considerable section of the shops is devoted to the production of all kinds of chain wheels and pinions. For motorbus and similar work, the sprockets are invariably made from steel castings, but, for other classes of work, for ship drives, air compressors, pumps, machine-tool feeds, and many other purposes, case-hardened mild steel and cast-iron wheels are generally used. The pinions for motorbuses are now being made with :,uparate centres, on to which new tooth-rings may be bolted. Mild-sreel pinions are turned from solid bar, up to ii inches diameter.
An order has recently been completed for a set of five soolep. Morse chain drives, and those are now installed as parr of the transmission equipment of Diesel marine oil engines for Russian river boats. These chains are of 2-inch pitch; they are, in pairs, of a total width of 22 inches, and they engage with a pair of equal chain wheels of 59 teeth, at 250 revolutions per minute. All these drives were rnaCe in the shops at King's Cross.
Cast-steel spring chain wheels, up to So inches in diameter, have recently been turned out for pump drives. Castiron chain wheels have frequently to be split, and this is arranged for in a novel manner in the York Road shops. The wheel is cast in such a way that it presents. one weak cross-section, which passes through the centre. Wedges are then inserted into the cored centre hole, and the wheel is burst across the pre-arranged section. It is subsequently bolted up, and the necessary machining is completed. The fractured surface makes a much better joint for a split wheel than one which has been specially prepared by machining. Previous to the cutting of the teeth, to allow the release of casting stresses, a single cut is first made in the rim, half-way between each pair of arms; these cuts subsequently become ordinary tooth spaces.
The machine-tool equipment for the chain-wheel department, and for the extensive tool room, comprises a fine range of na-xlern machine tools, and these include : 51-inch hollow-mandrel Herbert turret lathes; Brown and Sharpe, Becker and Cincinatti millers and drills; a Reineker relieving lathe; a cold saw, with a capacity for ti-inch bar; a range of boring mills; mid a large number of nnxlern lathes and other tools. The grinding equipment is particularly complete, and is well adapted to undertake the finest and most accurate workmanship which is likely to be required from the tool room. Several of the lathes have Hisey-Wolf grinding attachments for the finishing of hardened sprockets.
As evidence of the care and accurana that is bestowed on the work in these shops, our representative was pleased to see that a Whitworth measuring machine, which has a gauge capacity down to t-too,000th of an inch, and a 13rinel material tester for the gauging of the hardness el materials, was in constant use in the view room.
A new heavy type of chain has been recently introduced by those who are responsible for the Morse products in England. The teeth of this new tern are are 20 per cent. deeper than those
of the standard pattern, and every link has two teeth. This moditication has. provided a longer bearing surface between the wheel tooth and the chain tooth, and it has also made it possible considerably to inrrease the section of the joint pins.