



















































































Metal-body Construction
Page 33
Page 34

If you've noticed an error in this article please click here to report it so we can fix it.
to reduce weight
Pointers on the Successful Methods Employed by Weymann's Motor Bodies (1925), Ltd. Bodies for Tipping Lorries Being Built by a Passenger-vehicle Specialist
IF the bodywork be heavier than necessary, a proportion of the cost of operation is expended in carrying the superfluous load. In some instances, the amount of weight reduction possible may be trifling, but with a large vehicle, improved methods of construction may often save a ton of tare
weight. Moreover, a body which is designed with a view to the restriction of weight is able to carry a maximum pay-load.
During a recent visit to the factory of Weymann's Motor Bodies, Ltd., at Addlestone, Surrey, we had the opportunity of inspecting some all-metal
tipping bodies in course of construction. This concern is building 31 end-tippers and 3 three-way tippers for the Ham River Grit Co.
Twenty of the end-tippers, of 6 cubic yds. capacity, are to be mounted on A.E.C. Matador chassis with Bromilow and Edwards tipping gear. The other bodies will be fitted to reconditioned chassis.
These new metal bodies weigh 19 cwt., as against 46 cwt. for the wood-framed bodies at present in use. This saving of weight has obvious practical advantages. Moreover, the bodies are produced at a moderate price, two factors which should make a strong appeal to hauliers.
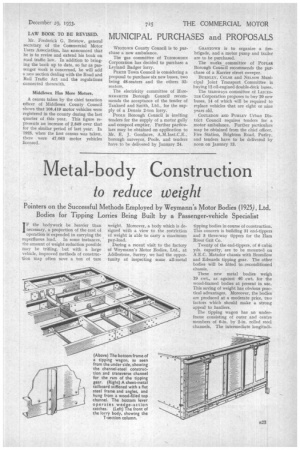
The tipping wagon has an underframe consisting of outer and centre members of 6-in. by 2-in, rolled steel channels. The intermediate longitudi nals are of lighter material. Including the ends, there are four crosswise channels, also a short one, 5i ins, behind the centre, which carries the ram.
The ends of the ram channel are filled with oak blocks. In addition, there are light crosswise channels to which the floor of Fin. plate is riveted. The internal corners of the underframe are reinforced with knees 1-in. and -15-6-in. thick.
The sides of the tipper are of 14-gauge plate, and are riveted to the tops of the sides of the solebar channels, also 'to the angle corner posts and intermediate T-section columns. The front of the wagon is of similar construction.
The tailboard is hung on a 3-in. by 21-in, channel, which is wood-filled. The underside of this channel carries a pair of tailboard hinges. The 14-gauge tailboard has a complete frame of lf-in. by -in. flat steel, which is mitred and welded at the corners.
There are also flat mild-steel plates to take the hinges and two angle irons to stiffen the tailboard in the centre. It is locked by a lever which operates a pair of catches having a wedge action.'
The sides and front of the body are finished with steel angle at the top and gusset plates are fastened on top at the corners.
The large factory at Addlestoue is B24 well equipped for building metal bodies such as those described, because, as is well known, the manufacture of bus bodies, embodying the M.-C.-W. patented metal construction, is carried on there, as well as at Birmingham.
This special type of bus-body construction remains fundamentally the same as when it was introduced some years ago by the Metropolitan-Cammell Carriage, Wagon and Finance Co., Ltd. It will be remembered that the body has vertical tubular pillars of a flanged box section. These pillars are made from solid drawn steel tubing, which provides a means for securing the inner and outer panels.
These bus bodies are finding increasing favour. Most of the orders in hand are for double-deckers, amongst which is one for 30 bodies for the Rhondda Tramways Co., Ltd. These are 52 seaters and are to be fitted to oil engined chassis.
Westcliff-on-Sea Motor Services, Ltd., is having four 52-seaters of the low
bridge type. Six-wheelers are represented by an order for eight 64-seaters, all these being for A.E.C. chassis.
Of particular interest are the 12 bodies which are being built for London Transport for use on country services, because it is the first quantity order for front-entrance, front-staircase double-deckers. We noticed two A.E.C. Q-type.chassis, to serve as the bases of double-deckers equipped with Peters pneumatinally contrOlIEd doors.
At Birmingham, there are in hand M.-C.-W. metal bodies for Manchester Corporation, trolleybus coachwork for Birmingham Corporation, and an order for 20 coach bodies for the Northern Counties Committee (London, Midland and Scottish Railway Co.).
With regard to the mounting of the body, it is considered that there should be a certain amount of flexibility at the front bulkhead position. • Here there istan angle bracket secured on each side to the chassis.
Each bracket is fixed to the bulkhead by two bolts, which pass through a block of rubber 13. in. thick. The rubber is able to give to any local distortion because it has a centre rectangular recess above and below.
The Weymann method of flexible construction was also represented by some of the single-deck bodies in hand. More than one operator in the South Wales district is ordering this type of body, including the South Wales Transport Co., Ltd., which has given a contract for the supply of 12 32-seaters, to be mounted on Dennis Lancet chassis.
In another instance, an operator has ordered this style of body for the fourth time, and the opinion is expressed that the bodies stand up well under the special conditions obtaining in that district owing to their flexibility. Considerable activity also prevails at the Birmingham works of the Metropolitan-Cammell Carriage, Wagon and Finance Co., Ltd., where a large number of metal single-deck and doublesaloon bodies for motorbuses and trolleybnses is under construction, including some for the corporations of Birmingham, Nottingham, Portsmouth and Chesterfield.