



















































































The Main Essentials in
Page 38
Page 39
If you've noticed an error in this article please click here to report it so we can fix it.
ENGINE OVERHAUL
Permissible Limits of Wear Which Determine the Need for Reconditioning or Replacement of Petrol Engine Components
By P. G. TUCKER IT says much for the modern petrol engine that it will continue to run, and function reasonably well, even when in bad mechanical shape. In cases where an operator runs his own repair and maintenance shops, engine overhauls and reconditioning are usually carried out on a running-time basis. Should a unit show a serious falling-off in power before it is due for stripping down, the vehicle would be taken off the road for the necessary work to be done.
A small operator, who may not be in a position to lose a vehicle at short notice, may keep an engine in service long after it has given visual or audible warning that it needs attention. In the normal way, the first indication that an engine requires overhaul is an increase in oil consumption, which is usually accompanied by a drop in the mileage covered per gallon of fuel.
Assuming that heavy oil consumption is caused by general deterioration in the mechanical condition of the engine, as opposed to direct loss resulting from bad joints, the bivends and main bearings are probably slack and the cylinder bores worn. It does not always follow that reboring or new liners are necessary when the bores are worn.
If the history of the unit be not available, the first thing to do is to check the bore size with the engine maker's specification. Piston ovcrsizes usually run from 0.020 in. to 0.060 in., an 0.080 in, oversize being somewhat exceptional. A check, against the standard • size will serve to indicate whether the engine has previously been rebored. The best point from which to take a reading is at the lower end of the bore, where the effect of wear is least.
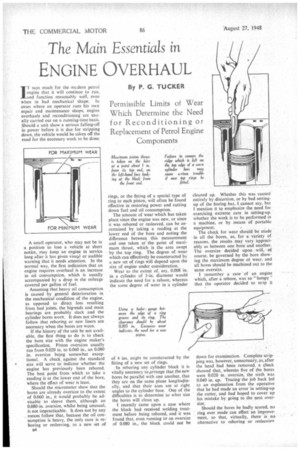
Should the micrometer show that the bores are already oversize to the extent of 0.060 in., it would probably be advisable to sleeve them, although an 0.080-in, oversize, whilst being unusual, is not impracticable. It does not by any means follow that, because the oil consumption is heavy, the only cure is reboring or resleeving. as a new set of rings, or the fitting of a special type of ring to each piston, will often be found effective in restoring power and cutting down fuel and oil consumption.
The amount of wear which has taken place since the engine was new, or since it was rebored or resleeved, can be ascertained by taking a reading at the lower end of the bore and noting the difference between this measurement and one taken at the point of maximum thrust, which is the area swept by the top ring. The degree of wear which can effectively be counteracted by a new set of rings will depend upon the size of engine under consideration.
Wear to the extent of, say, 0.008 in. in a cylinder of 3-in, diameter would indicate the need for a rebore, whereas the same degree of wear in a cylinder of 4 ins, might be counteracted by the fitting of a new set of rings.
in reboring any cylinder block it is vitally necessary toarrange that the new bores be parallel with one another, that they are on the same plane longitudinally, and that their axes are at right angles to the cylinder base. One of the difficulties is to determine to what size the bores will clean up.
I recently came upon a case where the block had received welding treatment before being rebored, and it was found that, even running tO an oversize of 0.080 in., the block could not be cleaned up. Whether this was caused entirely by distortion, or by bad settingup of the boring bar, I cannot say, but I mention it to emphasize the need for exercising extreme care in setting-up. whether the work is to be performed in a machine, or by means of portable equipment. The check for wear should be made in all the bores, as, for a variety of reasons, the results may vary appreciably as between one bore and another. The oversize decided upon will, of course, be governed by the bore showing the maximum degree ot wear, and all bores should be machined out to the same oversize.
I remember a case of an engine which, after a rebore, was so "lumpy that the operator decided to strip it down for examination. Complete stripping was, however, unnecessary, as, after the head had been removed, a check showed that, whereas five of the bores were 0.020 in, oversize, the sixth was 0.040 in. up. Tracing the job back led to an explanation from the operative that he had made an error in setting-up the cutter, and had hoped to cover up his mistake by going to the next oversize.
Should the bores be badly scored, no ring ever made can effect an improvement, so that, virtually, there is no alternative to reboring. or resleevipe It is sometimes practicable, however, to deposit metal, by welding, into the scores, the bore or bores being afterwards cleaned up.
As to the respective merits of reboring and resleeving, there are certain advantages in fitting liners that cannot be claimed for a rebore. A hardenedsteel liner, for instance, possesses far greater resistance to wear than does the base material in a cast-iron block, whilst the ease of subsequent renewal is an important factor. Liners, too, are the only solution when a block has reached the stage where further machining would leave insufficient metal of uniform thickness in the bore.
It is sometimes thought that the same care is not necessary when machining and finishing a bore to receive a liner, as for a straight rebore, but this is quite a wrong impression. In the case of dry liners it is most essential that the liner should contact the bore over
the whole of its area, otherwise there is the chance of local hotspots developing.
Wet liners, of course, contact the block only at the top and bottom, but great care is necessary when erecting, to ensure that the sealing rings, which may be either in the block or in the liner, are maintained in their correct position.
Removing Cylinder Ridge
Assuming it be decided to leave a rebore, or the fitting of liners, until the next overhaul, attention will be devoted to the existing pistons and rings. Either before the pistons are removed or before they arc replaced with their new rings, it will be necessary to remove the ridge formed at the top of each bore. This should be done, either with a hand scraper or with a special tool made for the purpose.
I remember an instance where the existence of such a ridge was overlooked, and the noises which came from the engine on being started up were alarming, to say the least. The new top ring on each piston hit the ridge on each revolution of the engine, and, although the rings did not break, it was found that the land between the top and second compression rings on three pistons • became so hammered down that the second ring could not function.
Whether new pistons are necessary or not will depend upon the condition of the ring grooves and gudgeon-pin holes, and whether the pistons be structurally sound. The test for grooVe wear should be carried out with the new rings and, provided that the clearance between the ring and its groove does not exceed 0.003 in., there is nothing to worry about.
Regarding the fit of gudgeon pins in alloy pistons, the fully floating type should fit somewhat tighter in the piston than those that are clamped in the connecting rod. It should be possible, however, to insert them by finger or thumb pressure.
In the case of cast-iron pistons, fully floating pins should be a hand-push fit, those clamped in the connecting rod free enough to drop through, and, in the case of thost held in the piston by a setscrew or other means, only a light tap should be needed to get them in.
When fitting new pistons into a rebored or resleeved block, care must be taken to secure the correct clearance without thc chance of seizure. This, of course, applies more with alloy pistons, but, in any event, clearance figures cannot be given as the make and type of piston and the cylinder diameter are governing factors. The soundest course is to follow precisely the piston maker's recommended clearance figures.
Valves and Seatings
In treating the valves and their seatings, excessive grinding-in should be avoided. If the seatings are found to be unusually burned and pitted, the best policy is to have the block machined
out for the reception of inserts, as a pocketed valve is bad from all points of view. Valves that call for considerable grinding should be dealt with on a refacing tool.
Valves with bent or badly worn stems should be replaced, as should valve guides which permit a new valve to be rocked perceptibly. It often repays to fit a complete set of new springs, particularly in the case of old engines.
Regarding the crankshaft and bigend bearings, the most likely trouble with the former will be ovality of the crank pins, and it is the policy in some shops always to regrind both pins. and journals when a major overhaul is being undertaken. The service offered by specialist concerns is sometimes such that reground units can be exchanged " over the counter." Regrinding will be carried out to a standard undersize, so that, in the case of shell-type bear
ings, the need for the hand scrap ing will be eliminated.
In .cases where big-ends are re
metalled direct on to the rods and caps, if precision bored, they should not need further attention.
All connecting rods should be tested for straightness and truth, as unless they be perfectly true in these respects the bearings and cylinder bores will show early signs of deterioration.
Treatment of Main Bearings,
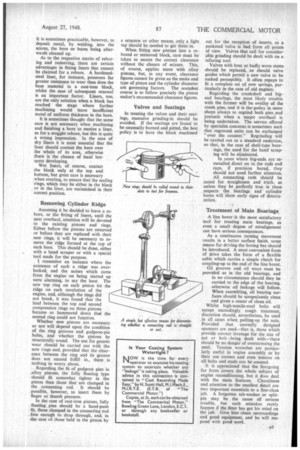
A line borer is the most satisfactory tool for treating main bearings, as even a small degree of misalignment can have serious consequences.
As a continuous turning movement results in a better surface finish, some means for driving the boring bar should be introduced. A most convenient form of drive takes the form of a flexible cable which carries a simple clutch for coupling-up to the end of the line borer.
Oil grooves and oil ways must be provided as in the old bearings, and
in no circumstance should they be carried to the edge of the bearing. otherwise oil leakage will follow. When assembling, all bearing surfaces should be scrupulously clean and given a smear of clean oil.
Whilst high-tensile-steel bolts will accept exceedingly, rough treatment, discretion should, nevertheless, be used in all cases when pulling-up the nuts. Provided • that correctly designed spanners are used—that is, those which provide correct leverage for the size of nut or bolt • being dealt with—there should be no danger of overstressing the steel. Tension, wrenches are particularly useful in engine assembly as by their use correct and even tension on all bolts and studs can be assured.
It is appreciated that the foregoing far from covers the whole subject of engine reconditioning, but it does deal with the main features. Cleanliness and attention to the smallest detail are two important essentials to a first-class job. A forgotten tab-washer or splitpin may be the cause of serious trouble, but such mistakes rarely happen if the fitter has got his mind on the job. Give him clean surroundings and good equipment, and he will respond with good work.