







































































































Roadrunner cab's strength is skin deep
Page 71
Page 72

Page 73
If you've noticed an error in this article please click here to report it so we can fix it.
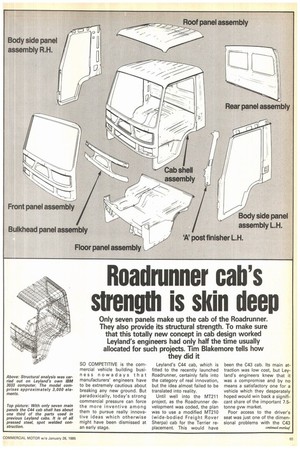
Only seven panels make up the cab of the Roadrunner. They also provide its structural strength. To make sure that this totally new concept in cab design worked Leyland's engineers had only half the time usually allocated for such projects. Tim Blakemore tells how they did it
SO COMPETITIVE is the commercial vehicle building business nowadays that manufacturers' engineers have to be extremely cautious about breaking any new ground. But paradoxically, today's strong commercial pressure can force the more inventive among them to pursue really innovative ideas which otherwise might have been dismissed at an early stage. Leyland's C44 cab, which is fitted to the recently launched Roadrunner, certainly falls into the category of real innovation, but the idea almost failed to be translated into reality.
Until well into the MT211 project, as the Roadrunner development was coded, the plan was to use a modified MT210 ;wide-bodied Freight Rover Sherpa) cab for the Terrier replacement. This would have been the C43 cab. Its main attraction was low cost, but Leyland's engineers knew that it was a compromise and by no means a satisfactory one for a vehicle which they desperately hoped would win back a significant share of the important 7.5tonne gvw market.
Poor access to the driver's seat was just one of the dimensional problems with the C43 cab. Its visual appeal also fell far short of that of C44.
The option of developing a smaller, downrated version of the C40 cab, as used on Leyland forward control vehicles from Freighter to Roadtrain, was also explored and dismissed by the team of engineers. They were in the unenviable position of being asked for a completely new cab when the accountants' sums kept showing that the capital investment involved was far too great, with even the most optimistic forecasts of annual production not exceeding 6,000 units. The cost of press tools alone for a conventional new steel-panelled cab is generally put at between £4 and £6 million. And a typical new cab shell assembly line would add anything from £250,000 to £1.5 million to that figure.
Bill Lowe, Leyland's chief engineer component engineering, knew that to gain approval of the new cab project — essential, he believed, to Roadrunner's success — he would have dramatically to reduce the cost. His approach was to "break away from the way in which engineers have always been taught to think of structures, that is in terms of beams", The C40 cab, for which Bill Lowe was also responsible, is one of the most modern in service in the world. Computeraided finite element analysis was used during its development in the late Seventies. But those elements were idealised into traditional beam structures by the computers and the C40 cab construction is based on a conventional load-bearing box section framework.
Bill Lowe's radical concept for the C44 was "to combine the structure into the skin panels, integrating parts and reducing redundancy and, hence, weight".
Most significantly, such a design would greatly reduce the capital investment required to start production, through fewer tools and less complex jigs. Moreover, "volume sensitivity" would be reduced because less manufacturing time would be required for panel processing and welding. And with fewer parts further economies could be gained in material handling and storage.
Plastics were considered for the cab structure but the calculations always showed that manufacturing costs would be higher than with steel panels.
There are only seven major panels in the C44 cab: a single piece floor, sides, front, roof and double-skin rear panel. A half scale plastic model with each panel coloured diffently was used at an early stage to show how the proposed panel shapes would look.
Bill Lowe and his team under Bill Alexander and Jurek Pozniak, a tooling specialist, won approval from the BL board for the new cab programme in early 1982. That was the good news of that year for the Leyland engineers. The bad news was that "Job 1", the first production vehicle, was required only 27 months after approval. A more usual new cab development programme would probably last around 48 months.
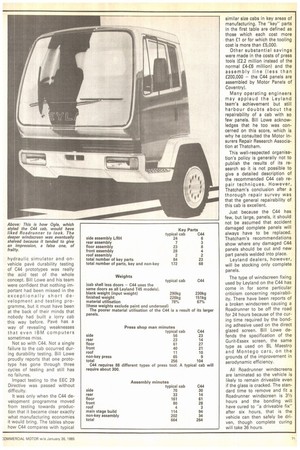
Structural analysis of the new cab was vitally important but it had to be done quickly — which meant with a computer. Leyland's own IBM 3033 was used for the finite element analysis to identify the highly stressed regions of the cab structure which would need strengthening.
To confirm that their computer model was accurate a cab was rig tested. Bill Lowe was especially pleased with the results — the measured locations of areas of high stress agreed exactly with those predicted by the computer, while the magnitudes of strain were within 1015 per cent of the computer prediction.
The computer program could now be used to make detail improvements to the cab structure, For example, the original A post was a two-piece design which the computer revealed had a weak spot. The revised panel is single-piece, and stronger.
Prototype cabs are usually built "to prove out their physical performance", as Bill Lowe puts its. But this is another area in which the C44's telescoped development programme demanded a departure from normal practice. C44 prototypes were used to test tooling and
assembly feasibility, and electrical and trim fitment as well as for "physical performance" testing.
In the tooling feasibility test — a critical area because of the cab's exceptionally large and relatively complex panels — Jurek Pozniak used plasticfaced dies to ensure that it was viable to manufacture the panels as designed.
A standard Leyland test called a modal mobility analysis is applied to all new cabs before they pass the final, durability, testing stage. This is used to refine vibration and acoustic characteristics. On the C44 it revealed that a roof stick was needed to increase that panel's stiffness.
The conventional electro
hydraulic simulator and onvehicle pave durability testing of C44 prototypes was really the acid test of the whole concept. Bill Lowe and his team were confident that nothing important had been missed in the exceptionally short development and testing programme, but it must have been at the back of their minds that nobody had built a lorry cab this way before. Pave has a way of revealing weaknesses that even IBM computers sometimes miss.
Not so with C44. Not a single failure to the cab occurred during durability testing. Bill Lowe proudly reports that one prototype has gone through three cycles of testing and still has no failures.
Impact testing to the EEC 29 Directive was passed without difficulty.
It was only when the C44 de velopment programme moved from testing towards produc tion that it became clear exactly what manufacturing economies it would bring. The tables show how C44 compares with typical similar size cabs in key areas of manufacturing. The "key" parts in the first table are defined as those which each cost more than £1 or for which the tooling cost is more than £5,000.
Other substantial savings were made in the costs of press tools (£2.2 million instead of the normal £4-£6 million) and the assembly line (less than £200,000 the C44 panels are assembled by Motor Panels of Coventry).
Many operating engineers may applaud the Leyland team's achievement but still harbour doubts about the repairability of a cab with so few panels. Bill Lowe acknowledges that he too was concerned on this score, which is why he consulted the Motor Insurers Repair Research Association at Thatcham.
This well-respected organisation's policy is generally not to publish the results of its research so it is not possible to give a detailed description of the recommended C44 cab repair techniques. However, Thatcham's conclusion after a thorough repair survey was that the general repairability of this cab is excellent.
Just because the C44 has few, but large, panels, it should not be assumed that accident damaged complete panels will always have to be replaced. Thatcham's recommendations show where any damaged C44 panels should be cut and new part panels welded into place.
Leyland dealers, however, will be stocking only complete panels.
The type of windscreen fixing used by Leyland on the C44 has come in for some particular criticism concerning repairability. There have been reports of a broken windscreen causing a Roadrunner to be off the road for 24 hours because of the curing time required by the bonding adhesive used on the direct glazed screen. Bill Lowe defends the specification of the Gurit-Essex screen, the same type as used on BL Maestro and Montego cars, on the grounds of the improvement in aerodynamic efficiency.
All Roadrunner windscreens are laminated so the vehicle is likely to remain driveable even if the glass is cracked. The standard time to remove and fit a Roadrunner windscreen is 31/2 hours and the bonding will have cured to ''a driveable fix" after six hours, that is the vehicle can then safely be driven, though complete curing will take 36 hours.