































ROADSIDE AND GARAGE.
Page 31
If you've noticed an error in this article please click here to report it so we can fix it.
A Page for Drivers, Mechanics and Foremen,
Some Drilling Tips.
The sender of the following communiXtion has been awarded the extra payment of 5s. this week.
(2218) "Avis" (Mirfiekt) writes :— " There have been one or two good letters recently on the • Driver's' page, dealing with improved methods and apparatus for drilling. The following tips,
hqwever, I do not recollect ever having seen in print, and I submit them in the hope that they inty be of interest to some of your readers.
"The first one is very effective when drilling a hole for the hinge pin in the separate parts of a, pair of hinges. Most drilling machine tables have a hole in the centre. If the drilling machine with which any particular reader is concerned has not such a hole, then it is easy to drill one. A conical peg or centre as shown in the sketch may then be fitted. "This peg can be put to many uses. For example, let us suppose that it is desired to drill a hole through the centre of a bar, and that none of the drills available is long enough to perform the operation in one. If the bar new be centred at each end, the matter becomes easy if this peg be used. First, carefully set the drill so that it comes dead on to the point of the peg, taking care that the drill runs frilly. Then drill the hole, going as far as the drill will allow. Finally, invert the bar and drill again till the holes meet.
"It very often happens that a wheel or some. other component is being fitted to a shaft, and the two are subsequently to be fastened together by means of a taper or other pin. If the wheel is old and the shaft new, then the holes for the pin are, as a rule, already drilled in the boss, and it is not always easy to drill from one side through the shaft and make sure of coming out in line with the existing hale. If, however, thia particular peg be used, and the shaft first of all be placed in its correct position inside the wheel, the wheel placed with its boss over the peg, the edge of one hole resting on the centre and the other facing the drill, this operation again may be performed with almost precise accuracy.
"My second tip refers to the drilling of deep holes of small diameter in shafts. Let us assume that a 5-16ths hole is to be drilled 12 ins. deep. The first thing to do is to make a drill long enough for the job ; this may conveniently be effected by fitting a 5-16th drill into the end of a piece of 5-16ths bar' in the manner following :—The shank of the drill will have to be reduced, and a hole bored in the end of the bar to accommodate it. The two may then be soldered or otherwise secured together. The principal difficulty, however, in a job of this kind is that the drill so frequently breaks. In the example which we have chosen it is quite possible this would happen when the drill has reached a point about 9 ins. deep. It is then a most difficult job to extract the broken drill. One way at least of reducing the trouble is to grind the drill a, little out of centre. The hole will then be a little large and the drill will then drop out if the shaft be given a sharp tap with a hammer.
"My third tip also has to do with drills which break. In small ones this generally happens near to the top of the fluted portion of the drill. In such a case the flutes near the break should be filled with solder and a smalltsleeve slipped over sad soldered into ple.ce;sas shown in the sketch. In the case of larger drills, it is scamstimes better to make two pieces of metal to fit the flutes before soldering the sleeves. These pieces of metal serve as keys and transmit, the driving torque."
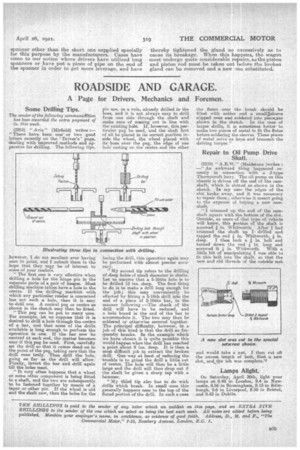
Repair to Oil Pump Drive Shaft.
(2219) " A.KW." (Maidstone )writes : —" An a.wkward thing happened recently in connection with a J-type Thornycroft lorry. The oil pump on this chassis is driven off the end of the camshaft, which is slotted as -shown in the sketch. In my case the edges of the slot broke away, and it was necessary to repair them; otherwise it meant going to the expense of buying a new camshaft.
"I trimmed up the end of the camshaft square with the bottom of the slot. Outside, as users of that type of vehicle will know, this portion of the shaft is screwed in. Whitworth, After• I had trimmed the shaft up I, drilled and tapped the end 21 in. Aritwerth, in. deep. then took a in. bolt and turned down the end la in. Long and screwed it in. Whitworth. With a little bit of manipulating I was able to tit this bolt into the shaft, so that the new and old threads'of the outside met
and would take a nut. I then cut oft the excess length of bolt, filed a new slot, and the lob was complete.q
Lamps Alight,
On Saturday, April 30th, light your lamps at 8.48 in London, 9.4 in Newe, 8.56 in Birmingham, 9.15 in Edinburgh, 2.6 in Liverpool, 8,58 in Bristol, and 9.43 in Dublin.