



























































































Engineers learn to economise
Page 35

Page 36

Page 37

Page 38
If you've noticed an error in this article please click here to report it so we can fix it.
ECONOMY OF OPERATION: this was the theme for this year's annual conference of the Institute of Road Transport Engineers held at Solihull over the weekend.
A packed audience on both days heard a total of eight papers ranging in subject from optimising component replacement times to charge-cooling turbocharged diesel engines.
Opening the first session', Dr A. K. S. Jardine, Department of Production Engineering, University of Birmingham, put forward the case for using a computer program to analyse component failure statistics.
By this method, it is suggested, the optimum time for replacethent can be made to coincide with the time of minimal total cost.
Dr Jardine said that there is a computer package available to analyse vehicle costs and give the maintenance cost limits. This procedure enables the fleet engineer to decide whether he is justified in keeping a vehicle longer than originally planned or alternatively it will suggest that a "rogue" vehicle should be replaced earlier than scheduled.
Turning to the subject of engine design, Dr C. Goodwin, project manager, Perkins Engines, described some of the latest design features of the Perkins engine for which he has special responsibility — the T6.354. Now in phase 4 form as the T6. 354.4, the engine is claimed to have been improved in efficiency by attention to fuel injection equipment, cylinder head porting, turbocharger, charge cooler and piston design.
Taking one specific example, Dr Goodwin described the latest Perkins method for improving the air flow into the engine by using machined inlet ports. He claimed that they offer less restriction to the air flow, and give better control of swirl velocities than cast ports.
Perhaps anticipating some of the questions which would be raised later at the conference, Dr Goodwin described the boost control on the distributor-type fuel pump whereby the fuel delivery is reduced if the turbocharger does not provide sufficient air at low speeds for complete combustion.
Engine design and optimum costing techniques are familiar subjects at conferences, but the third paper of the day touched on relatively new ground — the aerodynamic and repairability considerations in truck cab and bus body design.
This talk was given by Mr W. T. Lowe, manager — body structures, British Leyland Truck and Bus Division. He described some of the work being carried out by Leyland in the wind tunnel at MIRA using one-eighth scale models. It was interesting to note that the models of tractive units shown in the slides were all three axle designs — T45 perhaps?
Stressing the effect of aerodynamic drag on a vehicle's performance, Mr Lowe said drag varies with the square of the vehicle speed and first becomes significant on a truck at around 90km / h ;55mph). At a road speed of 97km / h ;60mph), the drag can dissipate around 67k/ ;90bhp), consuming roughly half the total fuel requirement of a typical 32-tonner.
According to Mr Lowe, mirrors have a disproportionate effect on drag with a typical figure being an increase of around 15 per cent. This can be reduced to around seven per cent if the leading faces are faired by fitting a 100mm ;4in) rounded cover.
Although he is now director of engineering operations at the Merseyside PTE, Mr D. A. Cox drew mainly on his experience at Northern General for his paper on maintenance and operating costs.
One of the major points of interest in his talk concerned the use of a top-speed governor to improve fuel consumption and extend engine life. The device used, from Fidus Controls, enables the top speed of the coach in question to be set at between 105 and 112km/h 65 and 70mph) whereas before it was capable of between 120 and 130km /h 75 and 80mph) on pump run out.
Rounding up the first day's proceedings, Mr P. C. Nunn, manager, technical training. RTITB, highlighted the latest developments in the training field. He stressed that one of
the major requirements in developing a training programme is to take a totally objective view of the job requirements. For far too often people fall into the trap of assuming that an apprentice must be trained in a particular technique without really analysing the reasons.
"All of us want our jobs to become more professional.These were the words of Mr T. J. Goldrick, chief engineer, Freight Transport Association, opening the second day's session with his paper on Savings by effective management. Although Mr Goldrick mentioned that there are computer systems available to provide detailed costing and maintenance figures, operators
should not drown in a sea of print-outs while searching for better management information.
As a computer is basically a machine for sorting and analysing repetitive information at a very high speed, it can be suitable for vehicle costing. Mr Goldrick thought that, although it is difficult to measure the cost benefits achieved by management information, a simple computer package could be the most effective means of providing this information.
Judging by some of the comments which came from the audience, few people had realised that many of the tyres used on aircraft ;including the Jumbo jet) are remoulds. But this was the claim made by Mr A. H. Podesta, president, Retread Manufacturers Association, when he described how tyre retreading can be used as a major cost-saving area in transport operation.
One interesting point raised.. by Mr Podesta is that many good quality used casings are being exported because of the lack of such casings in other countries. This means that there is a shortage of suitable casings on the home market.
Mr Podesta asked that, even if the use of retreads is not part of an operator's fleet policy, the old casings • shall be sold so someone else can use them and not just scrapped.
Concluding the conference was another paper on turbocharged engine design, but this time the accent was on charge cooling. The speaker was Mr J. Kruithof, project engineer, DAF Trucks, Holland, who emphasised the many advantages which he believes could be achieved using a chargecooling system in the specific areas of emissions and thermal loadings.
As usual the open forum proved a lively session in which many members of the audience made it quite clear that, as far as the turbocharger is concerned, like it they don't It is worth noting that they had an ally on the platform in the form of Mr David Cox.
From the floor, Mr F. J. Richardson asked what is being done to get over the vulnerable period of a turbocharger's life, namely starting from rest.
Quickly getting in the Perkins, viewpoint, Dr Goodwin replied that the oil supply at this point is critical, but if the oil pump capacity is large enough then problems should not arise. Although he had heard that
-other manufacturershad had failures in this area, he stressed that it is an engine-based problem rather than the fault of the turbocharger itself.
Messrs Wood and McKenzie stirred up the argument further by asking if the turbocharger is suitable in the first place for stop-start distribution work and why many manufacturers do not provide the option of a naturally aspirated version.
Many of their problems with smoke arise because the engine is being used below its rated output, they said.
Dr Goodwin replied that although he had noticed a general feeling in the audience that turbocharged engines are smoky, he refuted this entirely. He described the Perkins bench test where the engine is run for 1,500 hours going from full load to idle and back again every five seconds to check for smoke on acceleration With some engines it can occur below 1,000rpm, he said, but ''you shouldn't be operating the engine below this speed anyway."
The president of the IRTE, Mr G. McKay asked Mr Cox for his opinion of turbochargers in buses.
The reply was not exactly favourable. Mr Cox said he inferred by the audience reaction that -turbochargers are not for us."' He argued that all'the benefits claimed for the tc engine quoted by Perkins and OAF have been achieved on the test bed. "They don't reproduce this on the road and that's what it's all about.
Warming to his theme, Mr Cox recalled that he had 30 million miles worth of experience running turbocharged engines, and they all smoked badly.
Turbocharged engines also have an inherent oil-flow problem. In his opinion the turbocharged engine is too delicate and does not have the latitude in maintenance requirements necessary to cope with actual operating conditions.
"We have Joe Bloggs driving and Fred Smith maintaining," he said ''Not an ideal situation so we want the manufacturers to design down to our operating conditions."
Still on the subject of turbochargers, Mr W. V. Batstone queried turbine tip speeds. The NFC has had occasional failures due to extreme tip speeds where the blade tips actually broke off and punctured the casing, he said. "Have the manufacturers considered twostage turbocharging?"
In replay Dr Goodwin (who did a splendid public relations job for Perkins throughout!) emphasised that it depends on how the turbocharger is matched to the engine in the first place. As far as two-stage systems are concerned, he said that while it is an attractive idea .for large marine diesels it is not viable for trucks. "You couldn't get the pipework in."
Turning to the question of cab design, Mr Tebay from the audience asked Mr Lowe if truck manufacturers take into account repair costs and standard times for replacement when designing the cab.
Mr Lowe said it is possible to subdivide accident damage into non serious and serious With conflated overteaf
the former it is relatively easy to establish the likely areas of damage by looking at the statistics. The most vulnerable areas are then made easily replaceable. With a major accident, however, there is very little that the truck manufacturer can do to minimise replacement costs.
Many members of the audience were in agreement when the question of the size and manufacturers lettering was broached.
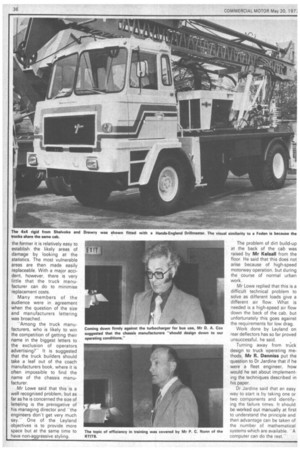
"Among the truck manufacturers, who is likely to win the competition of getting their name in the biggest letters to the exclusion of operators advertising?'' It is suggested that the truck builders should take a leaf out of the coach manufacturers book, where it is often impossible to find the name of the chassis manufacturer.
Mr Lowe said that this is a well recognised problem, but as far as he is concerned the size of lettering is the prerogative of his managing director and -the engineers don't get very much say." One of the Leyland objectives is to provide more space but at the same time to have non-aggressive styling.
The problem of dirt build-up at the back of the cab was raised by Mr Kelsall from the floor. He said that this does not arise because of high-speed motorway operation, but during the course of normal urban work.
Mr Lowe replied that this is a difficult technical problem to solve as different loads give a different air flow. What is needed is a high-speed air flow down the back of the cab, but unfortunately this goes against the requirements for low drag.
Work done by Leyland on rear deflectors has so far proved unsuccessful, he said.
Turning away from Tr-Lick design to truck operating methods, Mr R. Denniss put the question to Dr Jardine that if he were a fleet engineer, how would he set about implementing the techniques described in his paper.
Dr Jardine said that an easy way to start is by taking one or two components and identifying the failure times. It should be worked out manually at first to understand the principle and then advantage can be taken of the number of mathematical systems which are available. "A computer can do the rest.