











































































































THE FINAL ORDEAL of the NEW CHASSIS.
Page 62
Page 63
Page 64

If you've noticed an error in this article please click here to report it so we can fix it.
Before the Customer is Given Delivery Stringent Road Tests• Satisfy the Maker that the Highest Possible Standard of Mechanical Efficiency Has Been Attained.
WHATEVER its sphere of use, the modern commercial motor vehicle of reputed make performs its allotted task In a reliable and confident manner, which must be more than a little reassuring to those ardent pioneers who, through the lean years of mechanical road transport development, fought hard to gain recognition for the internal-combustion engine as a propulsive unit for the road -vehicle. The business undertaking or individual who has only of recent years seen fit to adopt motor vehicles is certainly spared the many anxieties which were associated with those early days of operation—days which brought a host of difficulties and not a few discouraging results.
In surveying nearly three decades of progress one must inevitably be impressed with the remarkable advances which have been made in chassis design and construction. Yet, withal, the present-day commercial motor bears a striking similarity to its prototype of 20 or more years ago. Intensive experimental work during the years which have bridged the two periods has, however, made available a better knowledge of the stresses and strains encountered in • various spheres of service, the development of metallurgical science has assisted in problems dealing with the composition and use of different metals, the need for attention to detail in the design and arrangement of main components has been appreciated and, what is quite important, the special requirements of users or potential users have received more thoughtful consideration.
In addition, manufacturing methods have vastly improved and, to-day, it is safe fa assume that the average commercial-motor vehicle leaves the works in which it was produced in a state which closely approaches mechanical perfection. Moreover, provided it receives proper attention, the chassis is good for many years' hard service the number of which can certainly not be determined in these days by the rate of depreciation which is adopted, although it may admittedly be expedient, particularly in the case of passenger vehicles, to replace rolling stock that is not quite up to date.
Many are the,efforts which manufacturers make to ensure that their products shall give complete satisfaction in the hands of users. Nothing is left to chance, and bench and c40 road tests are carried out with exacting care in order that it can be ascertained that power output, braking, fuel and oil consumption and other vital factors are completely satisfactory, failing which, alterations and adjustments must be made. One may well cite the procedure adopted in a prominent British works as an instance of the scrupulous supervision and attention to which every chassis is subject. We refer to Leyland Motors, Ltd., Leyland; Lancs., and the road tests which the company carries out, some phases of which are indicated by the accompanying illustrations of Titan chassis.
In order that as much time as possible may be devoted to ascertaining the actual road performances of Leyland vehicles, the main units are tested individually prior to assembly in the chassis. After erection, the engine has to undergo a bench test, during which it has to pass various including those for, determining fuel consumption and power. It is first run-is for three-quarters of an hour so as to ensure complete freedom of all moving parts, after which it is run for five hours on light throttle, subsequently being run on a full-throttle opening for a period of one hour at speeds varying from 1,400 to 1,800 r.p.m.
After this prolonged bench test, the power unit is then completely dismantled, the parts thoroughly examined and then re-erected. These operations completed, the engine is put through its final tests, which last about two hours, during which it must pass standards which have been set for fuel consumption and power.
Every possible precaution is ' taken to ensure that the gears in the gearbox and back axle respectively are silent in operation. Before each unit is erected each pair of wheels is thoroughly run-in to obtain correct mating and silence, and it must be passed by one of the company's inspectors before the operations of assembly are allowed to proceed. So soon as the chassis is handed over to the road-test department, it is thoroughly oiled and greased, the settings of the magneto and carburetter are checked, sparking plugs examined and their points adjusted. When the power unit has been running for a short time the cylinder head is tightened down and tile tappet clearances set.
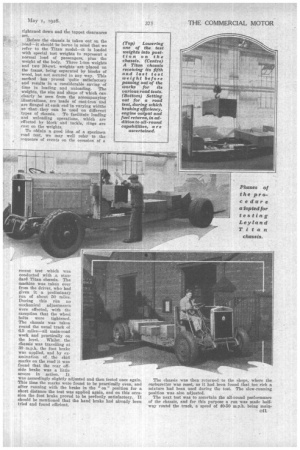
Before the chassis is taken out on the road—it should be borne in mind that we refer to the Titan model—it is loaded with special test weights to represent a normal load of passengers, plus the weight of the body. Three 1-ton weights and two 20-cwt. weights are placed on the frame, being separated by blocks of wood, but not secured in any way. This method. has proved quite satisfactory and results in a considerable saving of time in loading and unloading. The weights, the size and shape of which can• clearly be seen from the accompanying illustrations, are made of cast-iron and are flanged at each end in varying widths so that they can be used on different types of chassis. To facilitate loading and unloading operations, which are effected by block and tackle, rings are cast on the weights.
To oliTain a good idea of a specimen road test, we may well refer to the sequence of events on the occasion of a
recent test which was conducted with a standard Titan chassis. The machine was taken over from the driver, who had given it a preliminary run of about 150 miles. During this run no mechanical adjustments were effected, with the exception that the wheel bolts were tightened. The chassis was taken round the usual track of (3.5 miles—all main-road work and practically on the level. Whilst. the chassis was travelling at 20 m.p.h. the foot brake was applied, and by examination of the skid marks on the road it was found that the rear offside brake was a little severe in action. It was accordingly slightly adjusted and then tested once again. This time the marks were found to be practically even, and after running with the brake in the "on" position for a short distance the test was applied again, and on this occasion the foot brake proved to be perfectly satisfactory. It should be mentioned that the hand brake had already been tried and found efficient.
The chassis was then returned to the shops, where the carburetter was reset, as it had been found that too rich a mixture had been used during the test. The slow-running position was also adjusted. The next test was to ascertain the all-round performance of the chassis, and for this purpose a run was made halfway round the track, a speed of 40-50 m.p.h. being mainc41 tamed with ease on one stretch. The main road from
Preston to Ohorley was used for part of this test, during which a stiff gradient was negotiated on top gear, the vehicle reaching the crest of the hill at a speed of 18 m.p.h. Turning into a by-road at Whittle-le-Woods, a descent was made of Sheep Hill, which has a gradient of 1 in 8. At this point both brakes were tested independently and they held the chassis perfectly stationary on the steepest part of the hill; in fact, by depressing the foot-brake pedal by hand sufficient pressure could easily be obtained to hold the chassis, which, as we have previously mentioned, carried a 6-ton load—surely a good test of the efficiency of the Dewandre servo system. There is a stiff gradient of 1 in 7 on a nasty corner known locally as Town Brow, on which a standing start in second gear was easily made.
By now the chassis had arrived on the original track again and a halt was made so as to check the clearances of the tappets and to inspect all water and oil joints. Before proceeding again the steering lock was adjusted.
A return was then made to the works to secure a measured supply of petrol before setting off on a consumption test. An auxiliary tank which holds two gallons is carried on the chassis, and this is filled to capacity before a complete tour of the test track is made. The tank is then refined with a measured quantity of spirit and the rate of consumption
calculated. If the fuel return is up to the standard required by the company the tester's job is practically at an end. The chief tester, however, makes a short run on the chassis, commenting on any feature which he thinks deserving of attention, and such matters are rectified and the chassis then passed as O.K.
it is perhaps worthy of note that to test the adjustment of the clutch the chassis is started in top gear and must make a clean and steady getaway.
So soon as the body has been mounted on the chassis the complete vehicle is subjected to another short run in the hands of the test department. Not before the body has been examined for any defects in finish and the electrical equipment thoroughly tested is the vehicle allowed to pass out from the works into the hands of the user.