





























A POWER UNIT FOR PASSENGER VEHICLES.
Page 10
Page 11
If you've noticed an error in this article please click here to report it so we can fix it.
Notes on the Dorman Six-cylinder 6J.U.-type Engine. How High Quality in Production is Maintained. Some Efficiency Figures.
THE NAME of Dorman is well known in this country and is also being recognized all over the world as standing for high-class products which combine the-features of specialization, standardization and interchangeability of parts. Such a reputation can only be won by the utmost care in design, backed by the very latest manufacturing methods employed by skilled workmen and the use of elaborate jigs and special tools which will reduce to a minimum the risk of error.
Only a large output can justify full use of the latest methods of production, because of the large initial outlay ; for instance, hundreds of jigs may be required for a single type of engine, and these may cost anything from a few shillings up to MOO or so each. In the Dorman works, far example, a single complete set of jigs and tpecial tools for one type of engine alone may cost from £4,000 to £8,000, according to size and requirements, and take an average of four months to make before such an engine can be turned out on a production basis.
The jig system is not applied only to the smaller parts. It is also adopted by IV. 1E. Dorman and Co., Ltd., Stafford, England, for the larger components, such as crankcases, cylinder blocks, water pumps, and so on, and several jigs may be required for any one of these.
Constant and minute inspection are, of course, essential to accuracy, and every part of whatever unit js being made goes to an inspection department after each operation is completed, the gauges employed being of the usual limit type. For certain parts, such as ball bearings, the special machines employed reject any which is 1-1,000th in. above or below the standard. Apart from this the material is tested for hardness, and there are 16 special furnaces, each equipped with a recording pyrometer, by which accurate hardening is carried out.
A few notes upon the production of individual parts may be of interest. Each pair of timing gears with the teeth engaged is mounted on the spindles of a special testing apparatus. The gears are rotated and any variations in the shape or size of the teeth, or of any one tooth, are indicated on a dial which magnifies the fault a thousand times.
In the case of pistons,. each is carefully weighed after machining, and if it varies of an ounce from standard is rejected if too light or is corrected if too heavy.
All crankcase bearings have white-metal liners, die-cast in machines made by the company. When assembled, a special tool, consisting of several reamers mounted on one bar, is passed through the journal bearings simultaneously, thus obtaining absolutely accurate alignment. The big-end bearings are also of die-cast white metal. No scraping is needed, for the bearing surfaces are cut dead to size and have a finish resembling glass.
Cylinders and water jackets are tested hydraulically, the cylinders to a pressure of 500 lb. per sq. in. and the jackets to rio lb. per sq. in. The final testing is effected by waterbrake dynamometers. The test includes slow running and starting, and measurement of power at speeds ranging frota 500 r.p.m. up to the maximum at which the unit is designed to run.
The products from the Dorman works include gearboxes, all kinds of die castings, lighting sets, pump equipment, compressors, etc., but in this article we are concerned only with a particular type of power unit, this being the 6 J.E., which is the most recently developed and is being used on a number of the latest passenger chassis, including the remarkable rigid-frame six-wheeled Karrier.
This Dorman unit is made in two sizes, one having cylinders of 95 mm. bore and the other of 100 inm, bore, the stroke in each case being 140 mm. They are built for de lnxe passenger work or for high-class industrial purposes, and one of the leading features in the design is cleanliness.
The six cylinders are cast en bloc, and as the aluminium crankcase is of generous proportions the whole engine is remarkably stiff and free from whip. This is a feature which deserves more attention than it Usually receives, as whip may be the cause not only of breakages, but also of undue wear in the crankshaft bearings, etc.
The maximum turbulence of the mixture is obtained by employing a cylinder head of the Ricardo type, and this results in the development.of high power combined with economy of fuel.
A. high-tensile-steel forging is employed for the crankshaft, which has a diameter of 2i ins, and is supported in four long bearings.
Careful attention has been paid to the provision of large water spaces, especially around the pockets of the exhaust valves. Ample water spaces are also allowed in the cylinder head, which is made of the aame high quality east-iron as is the block.
The crankcase is divided longitudinally in the standard manner, the bearings being carried in the upper half only, whilst the lower portion forms a sump holding three gallons of lubricant.
The engine supports are level with the centre line of the crankshaft and are so strong that breakages need not be feared. An indicator shows the amount of oil in the sump, and the oil is circulated by a large pump of the gear type driven from the crankshaft and situated at the lowest point. It feeds the lubricant through a large strainer ,to each of the main and camshaft bearings.
There is a relief valve at the end of the pipe line and the surplus oil from this is discharged over the Ronald silent timing chains at the front, but apart from this a positive oil feed ensures that the chains do not at any time run dry. An oil pressure of between 12 lb. and 15 lb. per sq. in. is ensured by the setting of the relief valve. The crankshaft is drilled to ensure lubrication of the big-ends.
Three rings are employed for each piston, the hardened and ground gudgeon pins of which are hollow and of large diameter.
High-tensile-steel forgings of H section are used for the connecting rode. The small ends have phosphor-bronze bushes, whilst the big-ends are lined with white metal, which is run direct into the steel. Each cap is held by four nickel-steel bolts. Nickel steel is also employed for the inlet valves, whilst stainless steel is used in those for the exhaust. Niekel-steel bolts are provided for the main bearings.
A development in connection with the new engine is that either cast-iron or aluminium pistons cua now be supplied. The latter are of a special design and are produced as die castings on machines specially made for the purpose at the Dorman works. These pistons are so made that slap is entirely prevented.
In some engines of other makes much trouble has been caused by the method of securing the valve springs. In the the end of each valve is threaded and a collar with a long threaded portion is screwed on and pinned. There is thus no trouble of having to lever up strong springs to
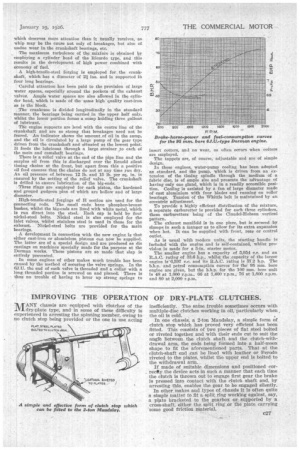
Brake-horse-power and fuel-consumption curves for the 95 mm. bore 6.111.-type Dorman engine.
insert cotters, and no wear, as often occurs when cotters are employed. The tappets are, of course, adjustable and are of simple design. In these engines, water-pump cooling has been adopted as standard, and the pump, which is driven from an extension of the timing spindle through the medium of a fabric disc, is of ample size and presents the advantage of having only one gland, which is in a readily accessible position. Cooling is assisted by a fan of large diameter made of cast aluminium with four blades and running on roller bearings. Tension of the Whittle belt is maintained by an eccentric adjustment.
To provide a highly efficient distribution of the mixture, a separate carburetter is provided for each three cylinders, these carburetters being of the Claudel-Hobson vertical pattern. The exhaust manifold is in one piece, but is secured by damps in such a Manner as to allow for its extra expansion when hot. It can be supplied with front, rear or central outlet.
As is usual with modern units, the starting handle is included with the engine and is self-contained, whilst provision is made for a 5-in, starter motor.
The smaller engine has a capacity of 5,954 c.c. and an R.A.C. rating of 33.6 /.p., whilst the .capacity of the larger engine is-6,597 c.c. and its R.A.C. rating is 37.2 h.p. The Ulm. and petrol consumption curves for the 95 mm. bore engine are given, but the h.h.p. for the 100 mm. bore unit is 48 at 1,000 r.p.m., 66 at 1,400 r.p.m., 76 at 1,800 r.p.m. and SO at 2,000 r.p.m.