





















For DRIVERS, MECHANICS & FOREMEN.
Page 21
If you've noticed an error in this article please click here to report it so we can fix it.
A PRIZE OF TEN SHILLINGS is awarded each week to the sender of. the best letter which we publish on this rage; all others are paid for at the rate of a penny ci line, With an allowance for photographs. All notes are edited before beieng published. Mention your employer's name, in confidence, as evidence of good. faith. . Address, D., M. and F., "The • Commercial Motor," 7-15, Rosebery Avenue, London, E. C. 1.
Lamps Alight— Light your lamps at 8.32 in London, 9.27 in Edinburgh, 8.48 in Newcastle, 8.49 in Liverpool, 8.42 in Birmingham, 8.42 in Bristol, and 9.30 in Dublin.
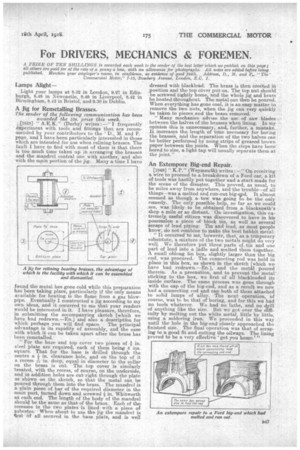
A Jig for Remetalling Brasses.
The sender of the following communication has been awarded the 10s. prize this week.
!, [1848] " A.E.K." (Derby) writes :—" I frequently ditperiment with tools and fittings that are recommended by your contributors to the 'U., M. and F. page, and I have been particularly interested in those which are intended for use when relining brasses. The fault I have to find with most of them is that there is too much time taken up in arranging the brasses and the mandrel central one with another, and also with the main portion Of the jig. Many a time I have found the metal has gone cold while this preparation has been taking place, particularly if the only means available for heating is the flame from a as blowpipe. Eventually I constructed a jig according to my own ideas, and it occurred to me that your readers would be interested in it. I have pleasure, therefore, in submitting the accompanying sketch [which we have had redrawn.—En.] and also a description for which perhaps you will find space. The principal advantage is its rapidity of assembly, and the ease with which it can be taken apart after the brass has been remetalled..
"For the base and top cover two pieces of in. steel plate are required, each of them being 4 ins. square. That for the base is drilled through the centre a in. clearance hole, and on the top of it a recess--a„ in. deep, equal in diameter to the (sonar on the brass is cut. The top cover is similarly treated, with the recess, of course, on the underside, and in addition holes are out right through the plate as shown On the sketch, so that the metal can be poured through them into the brass. The mandrel is a plain piece of bar of the required diameter in the main part, turned down and screwed in. Whitworth at each end. The length of the body of the mandrel should be the same as that of the brass. Each of the recesses in the two plates is lined with a piece of asbestos.When about to use the jig the mandrel is int Of all secured in the base plate, and is well dressed with blacklead. The brass is then erected in position and the top cover put on. The top nut should be screwed tightly home, and the whole pg and brass he heated throughout. The metal can then be poured. When everything has gone cool, it is an easy matter to remove the two nuts, when the jig can very quickly be taken to pieces and the brass removed.
"Many mechanics advise the use of saw blades between the halves of the brasses when lining. In my opinion this is unnecessary, and, further, a mistake,, It increases the length of time necessary for boring the brasses, and the separation of the two halves can be better performed by using strips of greased brown paper between the joints. When the steps have been bored to size, a light tap will usually separate them at the joint."
An Extempore Big-end Repair.
[1849] " K.P." (Weymouth) writes : --" On receiving a wire to proceed to a breakdown of a Ford car, a kit of tools was hastily put together and a start made for the scene of the disaster. This proved, as usual, to be miles away from anywhere, and the trouble—of all things—was a melted and run-out big-elicl. It almost seemed as though a tow was going to be the only. remedy. The only possible help, so far as we could see, was likely to be obtained .from ,A blacksmith's shop a mile or so distant, " OA investigation, this extremely useful citizen was discovered to have in his possession a piece of block tin, as well as several scraps of lead piping Tin and lead, as most people know, do not combine to make the best babbit metal.
"It occurred to me, however, that, as a temporary substitute, e. mixture of the two metals might do very well.. We therefore put three parts of, tin and one part of lead into a ladle and melted them together. A. small oblong tin box, slightly larger. than the big end, was procured. The connecting rod was held in place in this box, as shown in the sketch [which we have had redrawn.—E.], and the metal poured therein. As a precaution, and to prevent the metal* sticking to the box, we first of all blackleaded its inside surface. The same process was gone through with the cap of the big-end, and as a result we now had a connecting rod and cap both of them attached to solid lumps of alloy. The next operation, of course, was to be that of boring, and for this we had no tools whatever. We had no lathe, and no drill of anything like the size. But we got over the diffioulty by melting out the white metal, little by little, using a soldering iron. We proceeded in this way until the hole in the big-end closely approached the finished size. The final operation was that of scraping to a good fit and cutting the oilways. The lining proved to be a, very effective 'get you home.' "