



































































































UNITY IS STRENGTH
Page 54
Page 55
Page 56
Page 59

If you've noticed an error in this article please click here to report it so we can fix it.
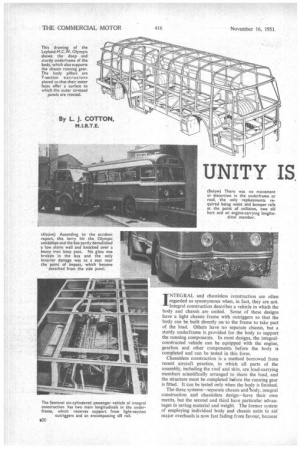
By L. J. COTTON, M.I.R.T. E.
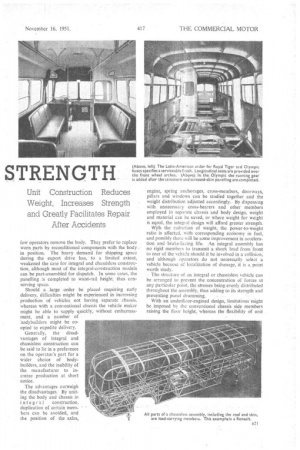
Unit Construction Reduces Weight, Increases Strength and Greatly Facilitates Repair After Accidents
INTEGRAL and chassisless construction are often regarded as synonymous when, in fact, they are not_ Integral construction describes a vehicle in which the body and chassis are united. Some of these designs have a light chassis frame with outriggers so that the body can be built directly on to the frame to take part of the load. Others have no separate chassis, but a sturdy underframe is provided for the body to support the running components. In most designs, the integralconstructed vehicle can be equipped with the engine, gearbox and other components before the body is completed and can be tested in this form.
Chassisless construction is a method borrowed from recent aircraft practice, in which all parts of the assembly, including the roof and skin, are load-carrying members scientifically arranged to share the load, and the structure must be completed before the running gear is fitted. It can be tested only when the body is finished_
The three systems—separate chassis and body, integral construction and chassisless design—have their own merits, but the second and third have particular advantages in saving material and weight. The former system of employing individual body and chassis units to aid, major overhauls is now fast fading from favour, because
few operators remove the body. They prefer to replace worn parts by reconditioned components with the body in position. The heavy demand for shipping space during the export drive •has, to a limited extent, weakened the case for integral and chassisless construction, although most of the integral-construction models can be part-assembled for dispatch. in some cases, the panelling is completed to waist-rail height, thus conserving space.
Should a „large .order, be placed requiring early delivery, difficulties might be experienced in increasing production of Vehicles not having separate chassis, whereas with a conventional chassis the vehicle maker might be able to supply -quickly, without embarrassment, and a number of bodybuilders might be coopted to expedite delivery.
Generally, the disadvantages of integral and chassisless construction can be said to lie in a preference on the operator's part for a wider choice of bodybuilders, and the inability of the manufacuirer to increase production at short notice.
The advantages outweigh the disadvantages. • By uniting the body and Chassis in i n te g r al construction, dtiplication of Certairyinem-. bers can he avoided, and the position of the axles, engine, spring anchorages, cross-members, doorways, pillars and windows cat t be studied together and the weight distribution adjusted accordingly. By dispensing with unnecessary cross-bearers and other merribers employed in separate chassis and body design, weight and material can be saved, or where Weight for Weight is equal, the integral design will afford greater strength.
With the reduction of weight, the power-to-weight ratio is affected, with corresponding ectinomy in fuel, and possibly the cc will be some improvement in acceleration and brake-facing life. An integral assembly has no rigid members to transmit a shock load from front to rear of the vehicle should it be involved in a collision, and although operators do not necessaxily select a vehicle because of localization of damage, it is a, point worth study.
The structure of an integral or chassislesS vehicle can be arranged to prevent the ,concentration of forces at any, particular point, the seresses being evenly distributed throughout the assembly, thus adding to its strength and
preventi,ng panel drumming. ,
With an underfloorengined design, limitations-might be .imposed by the conventional chassis side members raising the floor height, whereas the flexibility of unit
construction enables the body underframe to be arranged to skirt the power unit, thus reducing the main floor height and improving stability. In a measure, this system might also improve ventilation of the units, because more air space could be provided round thein.
It is generally considered that integral construction is a mean between the evolution of separate chassis and body units and the advanced monocoque chassisless models. Undoubtedly, more weight can be saved by employing aircraft methods in vehicle construction and, provided that the design be sound, there is no sacrifice in ultimate strength.
There are no commercial vehicles embodying chassisless construction made in Britain, the nearest example to our shores being the Renault city bus, the body of which, in monocoque-shell form ready for components to be fitted, weighs 17 cwt.
This might have been better received and made more acceptable to world markets had the project been sponsored by one or more influential bodybuilders, but for a chassis manufacturer to produce the vehicle complete with a standard shell and styling has been unpopular. The M.G.T. is another chassisless design made in France, which has not yet received the full approval of all operators. It may be a pointer to one of the drawbacks of chassisless construction that alterations in body styling cannot be made as readily as • with an integral or separate body design.
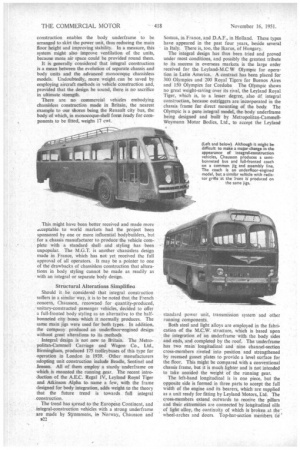
Structural Alterations Simplifiea Should it be considered that integral construction suffers in a similar way, it is to be noted that the French concern, Chausson, renowned for quantity-produced, unitary-constructed passenger vehicles, 'decided to offer a full-fronted body styling as an alternative to the halfbonneted city buses which it normally produces. The same main jigs were used for both types. In addition, the company produced an underfloor-engined design without great alterations to its methods Integral design is not new to Britain. The Metropolitan-Cammell Carriage and Wagon Co., Ltd., Birmingham, produced 175 trolleybuses of this type for operation in London in 1939. Other manufacturers adopting unit construction include Beadle, Sentinel and Jensen. All of them employ a sturdy underframe on which is mounted the running gear. The recent introduction of the A.E.C. Regal IV, Leyland Royul Tiger and Atkinson Alpha to name a few, with the frame designed for body integration, adds weight to the theory that the future trend is towards full integral construction.
The trend has spread to the European Continent, and integral-construction vehicles with a strong underframe are made by Strommens, in Norway, Chausson and' B22 Somua, in France, and D.A.F., in Holland. These types have appeared in the past four years, beside several in Italy. There is, too, the Ikarus, of Hungary.
The integral design has thus been tried and proved under most conditions, and possibly the greatest tribute to its success in overseas markets, is the large order received for the Leyland-M.0 W Olympic for operation in Latin America. A contract has been placed for 300 Olympics and 200 Royal Tigers for Buenos Aires and 150 Olympics for Cordoba The Olympic shows no great weight-saving over its rival, the Leyland Royal Tiger, which is, to a lesser degree, also Of integral construction, because outriggers are incorporated in the chassis frame for direct mounting of the body The Olympic is a pure integral model, the body underframe being designed and built by Metropolitan-CammellWeymann Motor Bodies, Ltd., to accept the Leyland standard power unit, transmission system and other running components.
Both steel and light alloys are employed in the fabrication of the M.C.W. structure, which is based upon the integration of an underframe with the body sides and ends, and completed by. the roof. The underframe has two main longitudinal and nine channel-section cross-members riveted into, position and strengthened by recessed gusset plates to provide a level surface for the floor. This might be compared with a conventional chassis frame, but it is much lighter and is not intended to take unaided the weight of the running gear.
The left-hand longitudinal is in one piece, but the opposite side is formed in three parts to accept the full width of the engine and its bearers, which are supplied as a unit ready for fitting by Leyland Motors, Ltd. The cross-members extend outwards to receive the pillars and their extremities are connected by longitudinal sills of light alloy, the continuity of which is broken at the wheel-arches and doors. Top-hat-section members, tie* the verticals in position at waist height, whilst a heavymoulded bumper rail is bolted to the ends of the crossmember outrigged extensions.
The Olympic is a stressed-skin structure with body pillars continuous throughout their length. These pillars are T-section light-alloy extrusions placed so that their outer faces offer a surface to which the outer stressed panels are riveted. The adjoining panels make .a butt joint. at the vertical edges, but do not overlap, neither is the joint covered by a beading.
The inner rib of each pillar is sandwiched between angle brackets, which are riveted to the extremities of the outriggers to form a firm attachment. The rigidity of the side girders is completed by riveting the lower edges of the stressed panels to the outer sills of the underframe, whilst a relatively light skirting, in the form of panels or removable valences, is fitted to give access to the underfloor components. A double-length panel is fitted near the engine bay to assist in distributing the weight of the engine. Additional support is provided at the wheel-arches by diagonal channel-sec,tion bracings riveted to the inner side of the outer skin, which disperse -the stress concentrations caused by the change in length of the sides.
The outer. side, end and roof panels, including the roof lining, are joined by blind rivets. Rivet heads are thus exposed. and must be cut away when panels have to be replaced, a repair procedure which .applies to the whole structure. Light-alloy extrusions are employed for the cant-rails and the roof sticks are -light Z-sectioned members to which are secured the lap-jointed roof panels on the upper flange and the lining of the inner. flange. Reinforcement is provided at the roof above the doorways.
The Olympics order for Buenos • Aires and. Cordoba are 40 seaters having an overall length of 31 ft, 8 ins., excluding the bumper bars at the front and rear. Apart
from four longitudinal seats Dye, the wheel-arches, all .other seats_ face forward. The buses are eqUipped. to carry 22 standing passengers and it is -expected that they will usually be fully loaded. . — Body-component suppliers who have, assisted in maintaining the prestige of the British Product Jr) Latin America. through the export of the M.C.W.-Olympic, are as follows; Quicktho and Co. 05281, 'Ltd, (halfdrop windows arid drivels signalling units); British "Aluminium Co., Ltd. (aluminium-alloy panels), Bus Seat Frame Association 'incorporating G. D. Peters and Co., Ltd., Acc:es and Pollock, Ltd.. Deans and Son (Yorkshire), Ltd., Siddal and Hilton, ltd. (tubular seat frames); Dunlop Rubber Co.. Ltd. (cushion fillings): T-lahrtm, Sleigh and Cheston. Ltd. (drivers' seat fittings); Triplex Safety Glass Co„ Ltd, (safety glass): 12-4-V, .Lni. (decimallyoperated door gears, windscreen wipers.. warning lights); Tam Manufacturing Co., Ltd (ifiterior light reflectors): lames Booth (1915). Ltd. (handrails); Pyrene Co., lad. (front and rear bumper bars); Greenwood and Airvac, Ltd. (Too' extractor ventilators): Tfensport Equipment and Engineering Co.. Ltd. (destination gears); Connolly Bros„ Ltd, (upholstery fabric); Brifex, Lcd. tleathcrcloth for seat backs) .W. Sanders and Co,. Ltd. (roof marker lights): Hairlok. Ltd, (seat squabs); Imperial Chemical. industries. Ltd. (Rexine and Vynide); Lister and Co. Ltd. (eurtain.material); Michael Nairn and Co.. Ltd., Barry, owerc and Acted, Ltd.. (linoleum); Howard Clayton-Wright, [Id. (windows and glazing rubber); .Pilkington Bros.' Ltd, (glass): •G. D. Peters and Co.. Ltd. (door gear); Thos, Ash and Co., Ltd. (roof ventilators); . The National_ Plywood Corporation (plywood); Wiirnot Breeden. Ltd. (bumper bars); Gabriel and Co., ltd. (mctallic fittings); W. T Glover and, Co..' Ltd. (cables); The British Transter Printing Co.. Ltd. (transfers): ,T.I. Aluminium Co., Ltd., James Booth and Co.-, Ltd, (a.ummium alloy); Walaan Conduits, Lid. (steel conduits).