





















Contributions from Drivers and Mechanics.
Page 20

Page 21
If you've noticed an error in this article please click here to report it so we can fix it.
TEN SHILLINGS WEEKLY for the Best Communication Received, and One Penny a Line of ten words for any thing else published.
Drivers of commercial-motor vehicles and tractors, and mechanics and foremen of garages or shops, are invited to send short contributions on any subject which is likely to prove of interest to our readers. Workshop tips and smart repairs ; long and successful runs ; interesting photographs: all are suitable subjects. Send a post.card, or a letter, or a sketch to us—no matter how short, or how written, or how worded. We will " knock it into shape" and prepare sketches, where necessary, before publication. The absence of a sketch does not disqualify for a prize. When writing use one side of the paper only and mention your employer's name as a guarantee of bona fides. Neither your own nor your employer's name will be disclosed. Payment will be made imme. diately after publication. Address your letters to The Editor, THE COMMERCIAL MOTOR, 7-15, Rosebery Avenue, London, E.C.
Three Good Tips.
The sender of the following communication has been awarded the 10s. prize this week.
[847] " H.H.S." (Bedford) writes :-" In the course of my work as a fitter, I have often had to cut slots in metal dashboards, and as this is a job which requires considerable accuracy, I have now made, for that purpose, a special form of chisel [We have had this redrawn.—ED.J, and by the use of this tool I am able to cut out the slot with one operation, if a row of suitable-sized holes has previously been drilled. The cutting should be effected from both sides of the dashboard or whatever else it is that is being operated upon, in order to prevent the bulging of the material. After the slot is cut away, all that is further required to be done is a little trimming by a ward file. The chisel should be made of the same width over the cutting edges as the breadth of the slot. This too] is very useful to erectors who may have a great number of jobs like this to carry out from time to time.
" I should like to say a few words with regard to the trouble of getting broken taps out of holes. Frequently this is considered to be a very-tricky job, and especially is this so when the tap happens to be of a small size, or when it. has fractured in a tapped. hole of a finished piece of work, which itself cannot be heated for the purpose of annealing the broken tap. The simplest way to tackle a job like this is to pour a little muriatic (hydrochloric) acid into the hole and to leave it, there for about five minutes; it will then be found that enough of the tap [Why not of the tapped thread, which is softer ?—En.] will be eaten away to render it quite loose. The broken tap can then be picked out with a small chisel quite easily.
" May I also call the notice of my fellow-mechanics to the use that I make of an old Stauffer grease-box. I keep redden ' or lamp black mixed in this, and. when I require some, I just screw down the top and force out enough for use at one time. I find that this method keeps the mixture nice and fresh and free from grit or dirt ; it prevents waste and always gives me a clean, moist supply
with which to work. If kept in c.n ordinary tin it soon gets dirt into it and becomes useless for accurate work. My Stauffer arrangement, however, gives me the same effect as is obtained in a tube of paint."
Keeping the Tap Square.
[848] " 6.C." (Glasgow) writes :—" -When holes are being tapped to take studs, it is nearly always necessary to tap them perfectly square with the surface of the material. Now, in testing for squareness, the general method is constantly to keep placing a set-square alongside the tap during the operation. This method is a tedious one and very trying for the eyes. But the tip for the job which I describe saves all tedium and also a great deal of time; it is not universally known, I think, although it is almost generally used in Glasgow engineering shops. It is, of course, quite simple, and perhaps that is one reason why it is not so well known. People often do not talk about ideas which seem to them too simple to need talking about. "The tip can best be described in a sentence ; it simply consists of screwing a nut down the tap while tapping is taking place. This nut may now and then be run down to the metal surface, in order to see that the tap is going in square. The nut should be a well-made one, and its ends, of course, must be carefully squared. If it sits correctly when it is screwed down the tap, it may be safely assumed that the job is on the square.' Any deviation from the correct path is at once obvious and can be detected with considerable accuracy. I enclose a sketch [We have had this redrawn.—En.] You may not think it necessary to illustrate with this, but it will perhaps help some of your readers to understand what I mean. It is only necessary to add that the nut. should be finger-tight on the tap."
Boring a Tractor Wheel.
[840] " H. M." (Dar] aston) writes : —" Several of your contributors recently appear to have experienced trouble with regard to the exact setting and trueing of a large-diameter road wheel, when it is slung or otherwise positioned for boring. I find that this can be done accurately by passing a boring bar through the boss of the wheel, and by placing a bar of iron in one of the slots of the bar and measuring off on the edge of the rim as the bar is slowly revolved. Trueing can be effected in this way in a very-short time., The bar is thus used as a trammel, and can be of about in, by in. material, secured by a taper key in the cutter slot."
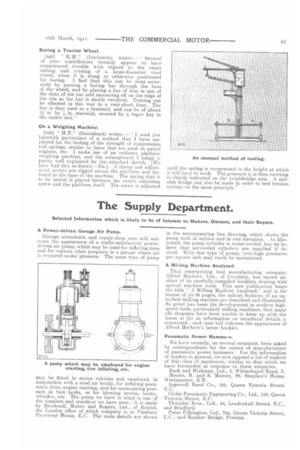
On a Weighing Machine.
[850] " H.N." (Gateshead) writes :— I send you herewith particulars of a method that I have employed for the testing of the strength of compression coil springs, similar to those that are used on petrol engines, etc. I make use of an ordinary platform weighing machine, and the arrangement I adopt is pretty well explained by the attached sketch. We have had this re-drawn—En.]. A clamp and adjustment screws are rigged across the platform and fastened to the base of the machine. The spring that is to be tested is placed between the centre adjusting screw and the platform itself. The screw is adjusted until the spring is compressed to the height at which it will have to work. The pressure it is then exerting is clearly indicated on the weighbridge arm. A suitable bridge can also be made in order to test tension springs on the same principle."