 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 Cold Repairing Cracked
Page 80
Page 81
If you've noticed an error in this article please click here to report it so we can fix it.
;1ylinder Blocks
By N. Tinwell
Managing Director, Metalock (Britain) Ltd.
all the various types of and-freeze solutions available NArmithe market today, one would assume that a cracked cylinder block was nothing more than a memorable and expensive hazard of the '20s and '30s. But this is not so. My company, specializing in cold repairs to cast iron, treated more than 300 cylinder blocks last winter alone. Over the past ten years the number is almost 6,000. There must also be many others which have been "hot welded".
Although hot welding can be employed successfully to repair cylinder blocks, its main drawback is that it causes distortion. This not only sets up areas of high stress concentration in the block or crankcase but also can result in misalignment of the casting. A cold repair avoids these complications.
The cold process bears an affinity with the old-fashioned "link" or "blacksmith's dumbbell" which kept horsedrawn transport on the move a hundred years ago. But whereas the dumbbell relied on close machining and near shrinkage tolerances for its efficiency, the highly ductile 'key' used in the modern process is peened into a metal-to-metal condition and becomes almost iptegral with the parent metal. In becoming part of the casting under repair, the key dampens and absorbs compression stresses, I, also providing a good expansion joint where thermal stresses are involved. In addition, it maintains a relieved state of the metal in the vicinity of the crack by virtue of its high tensile strength.
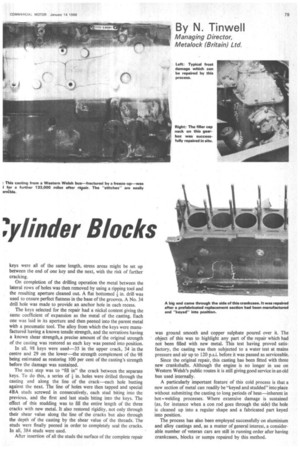
One notable repair carried out by this process was that to a diesel engine casting from a bus owned by the Western Welsh Omnibus Co. Ltd. Several feet of fracture, caused by a freeze-up, was successfully "keyed" or "stitched" and the same engine has subsequently run for a further 133,000 miles without trouble from the repair.
When the casting was received the first step was to determine the full extent of the damage. A visual examination showed a complete split in the casting between the two manifolds and two further severe cracks, each approximately 2 ft. in length, running above and below. The wall of the block surrounding the main split had bulged outwards by almost ÷ in.
As is normal with this cold repair process, magnetic crack detection was then carried out to show up hairline cracks which are invisible to the naked eye. More often than not, these cracks radiate from the main rupture and must be detected in order to guarantee a successful repair. The whole side of the crankcase was painted with a solution of acetone and white chalk and, when dried, sprayed with a mixture consisting of cast iron dust and Superatnor electro-magnetic ink. A hand magnet was then passed over the entire surface. No hairline cracks were detected.
On completion of the test the side wall was pushed back into place and the full length of each crack marked with chalk. The next step was to determine the thickness of the metal by drilling with a No. 34 drill. This is vital information required by the engineer before he can select the size of key best suited to the repair. Drilling showed the casting to be in. thick and it was decided that in. keys would be sufficient to restore the metal to its original strength.
Each of the three cracks was then marked off at i in. centres along its length and drilled to a depth of in. with a in. diameter drill. A special jig with seven in. holes in it was placed laterally across the first of the 4in. centres on the main crack between the manifold ports, dowelled into position and the seven holes drilled, again to a depth of in.
The jig was then moved to the next + in. centre but only two holes either side of centre were drilled. This "seven and five" sequence of drilling was then carried out along the entire length of each of the three cracks.
The reason for this alternate seven and five holes is that if the keys were all of the same length, stress areas might be set up between the end of one key and the next, with the risk of further cracking.
On completion of the drilling operation the metal between the lateral rows of holes was then removed by using a ripping tool and the resulting aperture cleaned out. A flat bottomed kin, drill was used to ensure perfect flatness in the base of the grooves. A No. 34 drill hole was made to provide an anchor hole in each recess.
The keys selected for the repair had a nickel content giving the same coefficient of expansion as the metal of the casting. Each one was laid in its aperture and then peened into the parent metal with a pneumatic tool. The alloy from which the keys were manufactured having a known tensile strength, and the serrations having a known shear strength, a precise amount of the original strength of the casting was restored as each key was peened into position.
In all. 98 keys were used-35 in the upper crack, 34 in the centre and 29 on the lower—the strength complement of the 98 being estimated as restoring 100 per cent of the casting's strength before the damage was sustained.
The next step was to "fill in" the crack between the separate keys. To do this, a series of in. holes were drilled through the casting and along the line of the crack—each hole butting against the next. The line of holes were then tapped and special 4BA studs screwed in consecutively, each stud biting into the previous, and the first and last studs biting into the keys. The effect of this studding was to fill the entire length of the three cracks with new metal. It also restored rigidity, not only through their shear value along the line of the cracks but also through the depth of the casting by the shear value of the threads. The studs were finally peened in order to completely seal the cracks. In all, 384 studs were used.
After insertion of all the studs the surface of the complete repair was ground smooth and copper sulphate poured over it. The object of this was to highlight any part of the repair which had not been filled with new metal. This test having proved satisfactory, the casting was then subjected to a water test at mains pressure and air up to 120 psi. before it was passed as serviceable.
Since the original repair, this casting has been fitted with three new crankshafts. Although the engine is no longer in use on Western Welsh's public routes it is still giving good service in an old bus used internally.
A particularly important feature of this cold process is that a new section of metal can readily be "keyed and studded" into place without submitting the casting to long periods of heat—inherent in hot-welding processes. Where extensive damage is sustained (as, for instance when a con rod goes through the side) the hole is cleaned up into a regular shape and a fabricated part keyed into position.
The process has also been employed successfully on aluminium and alloy castings and, as a matter of general interest, a considerable number of veteran cars are still in running order after having crankcases, blocks or sumps repaired by this method.