 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 Fast work on coach development desi
Page 59

Page 60

Page 61
Page 62

If you've noticed an error in this article please click here to report it so we can fix it.
FOR A COACH like the Reebur 17 to be in production less than a year after the start of design work, seems an impossibly tight schedule — but it is one that Chesterfield bodybuilders Reeve Burgess have just met.
Only a year or so ago they started informal discussions with coach dealers to get an idea of the size of the market for -a new minibus body — and were very encouraged by the response, There seemed a definite slot in the market for a small luxury coach with about 17 seats based on a commercial van chassis.
The receipe for success seemed to thecompany to produce a good looking minicoach — one that was striking to the eye, comfortable inside, and looking as little as possible like a converted van
The Bedford CF chassis seemed ideal for this and was available in diesel and petrol versions so Burgess floated the idea with Vauxhall Motors in the summer of 1975. Vauxhall too were enthusiastic and were convinced that a luxury 17 seater would open up a new market for this type of coach while still satisfying the traditional mini-bus market. To get sales off the ground quickly, the two companies decided to market the Reebur 17 through established psy dealers in each part of the country. Predictions made for the initial sales of the coach were about 100 per year.
Something special
Having decided to go ahead with the Reebur 17 the next task for Reeve Burgess was to find a designer. Because they wanted something ''special'' they decided to go outside their own design staff to freelance industrial designer Peter Ralph.
His brief was to design a beautiful body — looking as unlike a van as possible — to mount on the CF chassis. This was in October 1 975 and he was given a month by the company to do this as they were determined to have the first prototype on the road by January.
We didn't really think we could do it by then,'" managing director Brian Crangle told me, -but we thought we could really get things moving by giving everybody deadlines to work to,In the event this philosophy was proved right as the first prototype was actually finished in early February
Peter Ralph's first task was to agree with the Reeve Burgess directors a set of fundamental points around which the detailed design could be built. These points of course started with the psv regulations on dimensions, access and safety. Peter Ralph then produced a number of drawings for different body style options. These were discussed with Reeve Burgess directors and the company's own design staff before a general design approach was agreed upon.
Because the CF chassis was short and stocky it was decided to provide a strong emphasis on the waist of the vehicle. This was achieved by the use of a waist rubbing strip and deep side glass and windscreen. The deep flat windscreen also helped to eliminate the traditional 'snout of van conversions. By moving the bottom of the screen forward and lifting the rearward edge of the engine hood, a more distinctive and The original grp design of the Reebur 17 would 'mobile' looking front end was meant that the skirt line and roof had to be redesigned.
achieved.
Styling changes
When the bodywork was started by Peter Ralph, both he and Reeve Burgess thought that the body would be moulded in glass reinforced plastic (grp) but in the end the weight of grp made this design impracticable. Aluminium sheeting was specified instead for body panels but this did mean that some of the styling sophistication was lost. Grp was still to be used for the front section and the roof.
These styling changes show mainly around the skirt of the vehicle and also on the roof where the raised centre section was abandoned, and the windscreen did not extend right up to the roof line as was originally intended.
The process of translating the design to production drawings and finalising the details started in November 1975. Because it was so important that the design should be compatible with the Reeve Burgess production methods a designer from the factory joined Peter Ralph in his studios at Kimbolton near Huntingdon until the basic design work was finished.
Translating the drawings into a prototype vehicle in the Reeve Burgess factory started in November 1975. Of course some design changes had to be made at this stage to ease manufacturing problems, but the overall design then and now is still extremely close to the original design selected less than a year ago While I was at the factory there were some eight vehicles in various stages of manufacture, and it was possible to see clearly the different stages of the construction process.
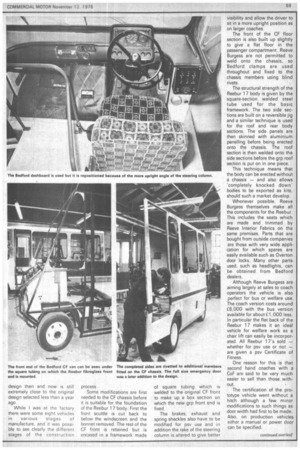
Some modifications are first needed to the CF chassis before it is suitable for the foundation of the Reebur 17 body. First the front scuttle is cut back to below the windscreen and the bonnet removed. The rest of the CF front is retained but is encased in a framework made
of square tubing which is welded to the original CF front to make up a box section on which the new grp front end is fixed.
The brakes, exhaust and spring shackles also have to be modified for psv use and in addition the rake of the steering column is altered to give better visibility and allow the driver to sit in a more upright position as on larger coaches.
The front of the CF floor section is also built up slightly to give a fiat floor in the passenger compartment, Reeve Burgess are not permitted to weld onto the chassis, so Bedford clamps are used throughout and fixed to the chassis members using blind rivets.
The structural strength of the Reebur 17 body is given by the square-section welded steel tube used for the basic framework. The two side sections are built on a reversible jig and a similar technique is used for the roof and rear body sections. The side panels are then skinned with aluminium panelling before being erected onto the chassis_ The roof section is then welded onto the side sections before the grp roof section is put on in one piece.
This technique means that the body can be erected without a chassis — and also allows 'completely knocked down' bodies to be exported as kits, should such a market develop.
Whenever possible, Reeve Burgess themselves make all the components for the Reebur. This includes the seats which are made and trimmed by Reeve Interior Fabrics on the same premises. Parts that are bought from outside companies are those with very wide application for which spares are easily available such as Overton door locks. Many other parts used, such as headlights, can be obtained from Bedford dealers.
Although Reeve Burgess are aiming largely at sales to coach operators the vehicle is also perfect for bus or welfare use. The coach version costs around £6,000 with the bus version available for about f 1,000 less. In particular the flat back of the Reebur 17 makes it an ideal vehicle for welfare work as a chair lift can easily be incorporated_ All Reebur 17's sold — whether for psv use or not — are given a psv Certificate of Fitness.
One reason for this is that second hand coaches with a Col are said to be very much easier to sell than those with out. • The certification of the prototype vehicle went without a hitch although a few minor modifications to such things as door width had first to be made. Also, on production vehicles either a manual or power door can be specified. One reason for the rush to get the Reebur into production quickly is that the Reeve Burgess Company grew out of the take-over in 1974 of Reeve Coachbuilders by T. H. Burgess Holdings Ltd.
Trevor Burgess is now chairman of the new company, although the Reeve family is represented on the board by sales director Harry Reeve.
The financial position at that time was such that the new management thought that it was necessary to very quickly swop over to more modern manufacturing techniques and get a new range of products into production.
Instead of producing an enormous range of bodies — largely built of wood as in the past — they decided that specialising in one or two basic designs that could be built quickly and profitably was the recipe for success.
The Reebur 17 was the second of these new projects to .get off the ground. It was preceded by a steel framed aluminium crew cab design which was introduced early in 1975. These are now produced in a wide range of sizes by the company for applications including sleeper cabs.
Once this project was rolling, the company felt it right to go on to its next project — the Reebur 17.
The company is at present expanding and taking on more men than the 110 employed at present. A visit to the Middle East by managing director Brian Crangle brought in still more orders and in future the company hope to export kits of parts for the Reebur 17 to be assembled abroad.
Most of the employees at the factory are extremely versatile and prepared to work in whichever section needs them at the moment. When work in the paint bay is slack, the painters are to be found building coach seats for stock.
Looking to the future it seems likely that Reeve Burgess may widen their range of psv bodies to include larger vehicles and different chassis perhaps because of supply difficulties
with the CF chassis. But at present, its attention is firmly fixed on getting the Reebur 17 off the ground. Production is now at 11/2 vehicles a week and will soon be rising to 3 as the orders come in. So far about 30 are on order and the company's order books for goods bodies are full.