



















































Injection and Elect] how quality is Equipment Making pled with output
Page 26
Page 27

Page 28

Page 29

If you've noticed an error in this article please click here to report it so we can fix it.
• EW. comparable organizations -in the country can be F
so complete in tkemselves as Simms Motor Units: Ltd, Of the manifold part. that go into the making of the . company's products, nearly all are manufactured in its Finchley factory.
Besides raw materials, it does, of course, import some items in finished or part-finished state, for example, ball hearings, certain castings and small repetition parts, but' it produces within the confines of its-works not only a big proportion of the aluminium castings employed, but also practically all the rubber-base items, such as distributors, and rotors, diverse other oddments with insulating properties and, of course, vernier coupling inserts. "
Injection pumps and injectors, electric lighting, starting and ignition equipment, and sundry other items, such as petrol gauges and Magnetic filters, comprise the factory's chief products. For their manufacture the machines and appliances used are numerous and varied; they range from calender for rolling raw rubber into sheets to a tiny drill for making minute holes in injection nozzles—from lathes capable of turning high-grade steel at cutting speeds that might have been thought, not many years ago, to be impossible, • to coil-winding apparatus handling wire so fine that'a single strand is barely visible.
k tour of the works leaves one bewildered; there is such diversity. Moreover, in passing from_ shop to shop one
cannot properly take the operations in a natural sequence or even separate entirely, say, the electrical work from injectieni-pump work, heCause so many processes are common to both.
Besides the foundry and the rubber shop, anotffer department handling purely raw material is the press shop, where sheet-metal parts are stamped out in considerable profusion and variety.
Then •there are machine, grinding, heat-treatment, assembly and test shops, a room in which coils are wound and condensers made, and another given over exclusively to commutators. Our list is still incomplete.
To attempt even an outline of the sequence of operations entailed in the manufacture of any typical unit would be inipracticable in these pages; therefore, we propose just to .
touch on some of the processes that struck us, when we recently spent a day at the establishment, as being especially interesting or representative.
In the aluminium foundry, a portion of which is equipped for pattern making, sand castings and gravity die castings are made, both are of notably good quality, indeed, we would have said of some specimens of the former, which we inspected and 'wtiich were actually withdrawn from, a sand mould in our presence, that they had been cast in a die. As instances of jobs that are die-cast in this shop, magneto carcases may be named. In the rubber department, the raw materials are mixed in steam-heated rolls, a feature of which is that co-operating rollers rotate at different speeds, whilst the material thus prepared is passed through the calender, already referred to, the rollers of which run at equal speed. From this it emerges as unvulca.nized rubber in sheet form about 4in., thick.
One can say that virtually all rubber and vulcanized parts are roughly shaped by forming them from layers or rolls of sheet. **A. coupling, for example, in its embryo state is just a pile of discs, which, of course, without the separating canvas, adhere to each other. In this condition the part goes jinto a mould and is "cooked." A battery of steamheated vulcanizing presses and curing, pans is a feature of the department. When the unit is put into the press the operative chalks-up the time at which it must be withdrawn, thus ensuring that it is subjected to a curing process for the length of time appropriate to its specific requirements. Naturally different, units„ according to their purposes, require to contain different ingredients and to have different vulcanizing processes. Some need to be hard and rigid, and others to possess softness and elasticity. This whole matter is a specialized study in itself. In some cases metal parts are moulded into the rubber; for example, distributor electrodes.
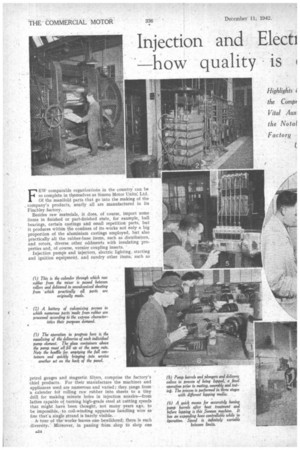
Among the most interesting operations associated with injection-equipment manufacture are those concerned with producing pump barrels and'plungers and injector nozzles. Barrels and plungers are roughed on automatic lathes which produce these components at the rate of about 15 per .hOur. The plunger helix is milled on an ingenious machine which advances and rotates the plunger as the cutter removes the metal. After hardening and grinding, the final accuracy of fit of the barrel and plunger assembly, is obtained by various careful lapping operations.
Plungers are machinelapped on an automatic lapping machine on which the plungers are held radially in an eccentrically mounted cage and are rotated between two cast-iron fades loaded with a special fine abrasive compound.
Final lapping of plungers and barrel bores is carried out by hand, the accuracy
required being of the order of 0.00005 in., and the final fit being secured by individual selection. The measurement of diameters to these fine limits is carried out on a Solex pneumatic micrometer in which air is allowed to escape through the clearance between the part being measured and a master gauge, the resistance offered, which,depends on the fit, being indicated by a column of liquid in a glass tube.
Manufacture of injector nozzles involves a considerable number of precision machining operations. An accompanying illustration shows an interesting set-up on •a capstan lathe for performing no less than 11 delicate operations on a nozzle. In spite of the skill required it is interesting to note that this class of work, is carried oat by girl operatives. Another instance of precision work accomplished entirely by girl operatives is the drilling of the spray holes in nozzles. These may be as small as 0.01 in. diameter and drills of the watChmaker's type are used, running at high speeds.
All injector nozzles and needle valves are examined on a projector giving a highly magnified view of their contour. Finally, all injection pumps are calibrated on test benches for accuracy of deliveryand the injectors are tested for correctness of spray and pressure setting.
Precision work entails many grinding, operations, and at the Simms factory one shop is engaged exclusively on this work. in it are some splendid examples of the machinetool maker's craft. During our tour we watched injector pintle needles being ground in respect of their diameters and end tapers, at the rate of five per minute. But perhaps the most impressive machine is the Sizematic grinder, the _scope of which is remarkably wide a4 Which .leaves the bare minimum to the skill of the operative, whilst accomplishing its work with extreme precision and speed.
We watched it doing an internal grinding operation. The Member carrying the rotating stone approaches the job quickly, slows down during the cut, and withdraws again at a higher rate of movement along the bed. The grinding operations are these:—First, a rough cut is taken., then the stone is dressed by diamond and then a finish grind is given at a lower grinding speed. The cycle is entirely automatic. , Glancing, as we were conducted to the armature-shaft lathe, at gear cutters, millers, screwing machines, coupling shapers, lathes of manifold type, working to " split thous," mostly automatically, we arrived at the Herbert Carbicut, of which there is said to be onlY a small twofigure number in the country.
So far as appearance is concerned a perfectly ordinary centre lathe, this tool takes a i-in. cut in three-per-cent. nickel steel at 600 to 700 feet per minute. Its output, therefore, is notably high and its tungsten-carbide tool, which operates without cutting oil or any other lubricant, or coolant, will deal with 30 to 40 shafts between grinds. •
Thence to the coil and condenser department, where niany of the machines employed on winding, testing and so forth are of Simms design and construction. II.t. and 1.t. coil e for ignition units, dynamos and starters arc among the chief products here.
One outstanding instance of the care taken in this work to ensure the efficiency of the units is that a length of every batch of wire that comes in is tested for insulation. Enamel-covered 44-gauge material, which has an overall diameter of 0.0035 in., was under investigation at the time
of our visit. One end of a 100-ft. length is connected to a source• of current at 100 volts,•and the wire is run through a mercury bath, which is earthed. Any flow of current from the wire to the mercury, showing a. weakness in insulation, is indicated by an ammeter in the circuit. In addition the size of the Wire is checked by micrometer. The output of ignition coils from this department, we , understand, is between 500 and 600 a week.. Coils and ' other ignition gear have to stand at least 15,000 volts.
Two types of condenser are made—with mica and paper • insulation respectively. Every mica section is tested for puncture at high voltage before assembly, whilst paper insulating material is impregnated and vacuum dried.
As can be seen from one of our pictures, six spools are mounted around the condenser core, on to which the strips are wound. Top and bottom spools carry tin foil and the others paper. Separating the spiral conducting layers, therefore, are double paper layers.' Conhections are made as follows:—One strip of tin foil is wound so that its edge overlaps at one end, whilst the other similarly projects at the opposite end. Thus, by the simple expedient of pressing over the protruding convolutions, the desired object is' achieved, whilst complete isolation .exists between respective tin-foil strips, or, more correctly, volutes. Completed condensers must show a resistance of 1,000 megohms Commutator making is a fairly straightforward operation. The copper bars are imported in lengths of the appropriate segmental section and are put together with interposed mica insulators to form a cylinder. Assembly is .effected in a steel ring in which they are lightly clamped together. They are then forced hydraulically, under a pressure of several tons, out of the clamp into a second retaining ring ti . ti . Thus secxd, the assembly is machined, in respect o bore Thus secxd, the assembly is machined, in respect o bore and coned ends, then the inner part; which carries one end' flange, is fitted, and the corresponding other end plate is applied, the core being expanded over it.
Then the retaining ring is removed,. the exterior turned to size, and slots cut in the ends of the bars for the connections with the armature windings. Various testing operations are performed, one being shown in an accompanying illustration. In this case adjoining segments are energized in turn, any flow of current indicating a fault which can generally be rectified by scraping the mica edgr between segments to rep:Love copper ptarticles.
All dynamos, starters, magnetos and coils are tested ee. heavy load for respectively appropriate periods—three hours in the case of the dynamos—before being passed out. We witnessed two starter-motor tests, or, as our guide described them, " punishment tests." Two rigs are 'employed in both. The essential components are flywheels with toothed rings and band brakes. The starter, in the first case, is meshed with the ring and the current, from a battery of 12-volt accumulators, initably interconnected, is switched on. When the flywheel has gained speed, the brake is screwed down until the motor is almost stalled:
In the second trial, which is even more impressive, the brake-is screwed-on first and the current switched-on with the starter pinion out of mesh, .thus reproducing actual service conditions. So soon as the unit is energized, the pinion advances, engages the ring, automatically closes the main circuit, and sets the wheel spinning against full load from the outset.
Whilst Sinims engineers are forever striving to accelerate production and to keep pace with the urgent requirements of the present time, their efforts are concentrated solely on improving the methods practised and perfecting the processes employed. The reliability and durability of the company's products have been brought to a very high standard, but the aim .is still to raise it even higher, Means for achieving greater expedition, therefore, in order to be acceptable, Must also tend towards better workman-, ship and the promotion of enhanced quality. •