











































































































FRICTION
Page 54
Page 55

Page 56

Page 57
If you've noticed an error in this article please click here to report it so we can fix it.
FABRICS
from raw asbestos to !he finished product
ONE of the most interesting, but, perhaps, least-known, processes in the production of motor-vehicle components is the manufacture of friction fabrics for clutch and brake facings. The working conditions of friction facings are so arduous and the need for their reliable and consistent performance is so essential to safe operation that only the finest materials made under close and constant inspection can give satisfactory results.
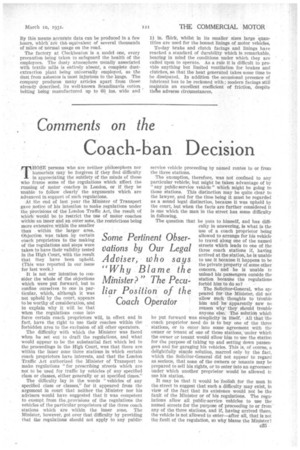
We have chosen the works of British Belting and Asbestos, Ltd., of Cleck, heaton, for the purpose of describing the manufacture of these essential components. This factory, known as the Scandinavia Mills, is among the most complete and modern of its type in Europe, and it covers every process in the manufacture of brake and clutch facings, including the well-known Mintex and Halo brands.
A brief digression as to the nature of modern friction fabrics may be of interest. Their successful application to clutches and brakes calls for a material having a uniform coefficient of friction and a great resistance to wear under conditions of both high temperature and pressure.
The Excellent Qualities of Asbestos.
In the early days of the motor industry brakefacing failures were of alarming frequency and designers had recourse to such materials as wood, leather, brass and cotton belting, without much success. Then for a brief period cast-iron was chiefly used, but soon gave place to asbestos-base fabrics. Asbestos is admirably fitted to withstand the highest temperatures, but is unable of itself to offer sufficient resistance to the conditions of wear and pressure inherent in brakes and clutches. It is, therefore, necessary to cement the asbestos fibres together and to subject the bonded mass to a series of mechanical processes, with the object of forming a rigid homogeneous material. Such a degree of perfection has been reached that fabrics capable of withstanding temperatures of 600 degrees F. and pressures of c32 200 lb. per sq. in. are in regular production.
Asbestos is a hydrated silicate of magnesia and is mined principally in Canada, South Africa and Russia. It is found in veins varying from * in. to 3 ins. thick and is peculiar in that the fibres are at right angles to its surfaces, as shown in Fig. I. The fundamental principle underlying all the preliminary manufacturing processes is to break up the solid structure, separate the individual fibres and then to bring them to lie all in one direction, so that the spinning of a yarn may be facilitated.
These preliminary processes, known as opening, begin with an initial crushing at the mines, this being repeated in the first of the works operations, which consists of rolling the partially crushed rock until the fibres are sufficiently separated. The next series of processes consists in the removal of all foreign matter and a further opening of the fibres, -PUN 1ARI1 The foreign matter is made up largely of small particles of stone adhering to the surface of asbestos rock, whilst portions of broken rock drills and other metallic debris form the bulk of the remainder. The first-named are removed by a centrifugal separator, the stone being appreciably heavier than the asbestos, whilst in the case of the metal substance a belt conveying the fibre is passed over an eldictric magnet which 4retains the steel particles. The fibres are now thoroughly opened, but are lying in all directions and a special process is required to bring them into line, prior to spinning. This operation, known as carding, is akin to a combing of the fibre, and calls for an elaborate machine. Most of us are familiar with what is known as file card, which consists of a woven cotton band in which are inserted rows of fine wire staples, the pointed ends of which stand proud and are slightly, bent in one direction. Rollers about 5 ft. wide, which are covered with this material, are arranged so that their peripheries just overlap without the wires fouling each other, the wires on the one being bent in the direction in which it rotates, whilst the other has its wire points bent in the reverse direction. The tangled mass of fibre is fed in between these rollers, and the one, owing to the direction of its points, retains the fibres,and its mate, having its wires reversed, frees itself of them. This combing process is carried on with several pairs of rollers until eventually one large roller, as shown in Fig. 2, revolving in the direction of the arrow, has its wires , completely filled up with fibres, all lying in one direction. They are removed from the roller by a comb or doffer (A), which moves rapidly up and down, thus stripping the fibres: which leave the roller as a thin gauze-like film.
The Formation of the Yarn.
This film of carded fibre is parted into narrow strips by a number of evenly spaced leather tapes (B), shown in Fig. 3. The strips are then given a slight twist and assume their first semblance to a yarn. The lightly twisted strip, known as sliver, possesses no strength and must go through a further twisting process, in order to form a yarn of appreciable tensile strength. Advantage is taken of this " spinning " process to introduce the brass wire into the yarn used for certain types of facing. The sliver and wire are fed through rollers on to a revolving carrier which coils the now tightly spun yarn on to a bobbin rotating in the same direction, which also moves up and down so that the yarn is coiled to form a cylinder, as shown in Fig. 4. A careful check is kept on the quality of all yarn produced, samples from every batch being subjected to test for tensile strength.
It is necessary at this point to explain the difference between Mintex and Halo, as their manufacturing processes differ considerably after the spinning operation. Mintex is composed of asbestos and brass-wire yarns which are woven into a fabric slightly larger than the size of the finished facing. Halo is composed solely of asbestos yarns, without wire, coiled and then cemented together with a synthetic resin. The resulting product is unique both in its construction and characteristics, and it is the subject of several patents held by thb manufacturer.
Manufacturing Mintex Material.
The wide experience of British Belting and Asbestos, Ltd., in the weaving of friction fabrics, extending back through the past 50 years, is well exemplified in the Weaving of Mintex. The facing is built up of a requisite number of plies formed by the warp yarns, the whole being closely bound together by the shuttle-Arne weft. The extensive range of sizes which it is necessary to produce for the widely differing classes of machinery on which friction fabrics are employed • necessitates a large variety of looms. This can, perhaps, be better appreciated when it is realized that the smallest facing produced is about in. by in. for motorcycles and the largest about 20 ins. by 1 in., for use on large colliery winding engines. Many of the looms employed on the manufacture of motor facings are of the multiple type, weaving six belts simultaneously, as shown in Fig. 5.
Asbestos is extremely hygroscopic, and as the presence of moisture is most deleterious, the woven rolls, after a preliminary rolling operation, are placed in drying ovens prior to their impregnation. The rolls are then loosely coiled and placed in tanks containing the bonding medium ; air-tight covers are clamped into . place and the facing is left under heavy pressure until the impregnation is thoroughly effected.
The rolls are then removed, given a further staving to drive off all the more volatile constituents of the dressing, and run through another series of rollers which compresses the facing still more and squares up the edges, as shown in Fig. 6. The squared strip next passes through a branding machine on to a toiler, from which it is taken as a finished roll of flexible brEV.ke material.
Facings of this type are widely used on light• vehicles, but to meet the more arduous conditions of
heavy commercial transport the friction fabric goes through a further compression process for the purpose of enhancing its wearing qualities. This is popularly known as "die pressing" and consists of placing lengtlis. of the facing in suitably shaped dies, where they are consolidated under heavy pressure into a dense rigid mass formed to the radius of the brake shoe.
The construction_of Halo products calls for the use of many specialized machines which have been developed by the company's own technical staff. The cylinders of spun yarn are placed on trunnions and the yarn is run through a bath, containing a• specially prepared synthetic resin, on to large reels. The yarn is then tightly wound on a drum of the desired dia
meter hi a special lathe, as shown in• Fig. 7. • c34
A guide travels to and fro, laying it evenly along the drinn until the thickness required for either a brake or clutch facing has been reached. The drum is then removed from the lathe and is loaded, along with others, into an air-tight stoving chamber. Here the resin undergoes a change, first becoming fluid and filling up all the spaces between the coiled yarns and finally hardening into a rigid indissoluble mass, whence it may be easily removed from its drum in the form of a tube, the inner diameter of which is similar to that required for the finished shoe or disc.
The tube is then turned to size on its outer diameter and is parted off by a specially designed gang saw. Clutch discs are ground parallel to close limits, whilst in the case of brake shoes the ring is cut into segments of suitable length.
Naturally, products such as brake and clutch fac ings, which pass through a large number of both chemical and mechanical processes, call for the closest supervision and inspection at every stage of manufacture. The large, well-equipped laboratory at the Scandinavia Mills is kept busily occupied in safeguarding the high quality of the concern's products and on the never-ending quest for still further improvement. Every week samples are taken of all types of facing in production and these are subjected to rigorous tests.
One of the machines used for determining the frictional and wear characteristics is shown in Fig. 8. An electric motor is coupled to a brake arum through the medium of a gearbox, which enables various rubbing speeds to be obtained. The samples of material to be tested are placed diametrically opposite each other and felted on to the drum by means of hydraulic rams, the pressure being held constant by the dead-weight accumulator during the test shown on the left.
Testing Frictional and Wear Properties.
The rains are mounted on the rotatable beam of the machine and tend to turn with the drum under the frictional torque. This turning movementis resisted by a calibrated spring, whilst• a graph of the' torque is automatically recorded on the clockwork-driven drum on the right, that above registering the temperature.
By this means accurate data can be produced in a few hours, which are the.. equivalent of several thousands of miles of normal usage on the road.
The factory at Cleckheaton is a model one, every precaution being taken to safeguard the health of the employees. The dusty atmosphere usually associated with textile mills is entirely absent, a complete dustextraction plant being universally employed, as the dust from asbestos is most injurious to the lungs. The company produces many articles apart from those already described, its well-known Scandinavia cotton belting being manufactured up to 60 ins, wide and 14 in. Thick, whilst in its smaller sizes large quantities are used for the bonnet linings of motor vehicles.
To-day brake and clutch facings and linings have reached a standard of durability which is remarkable, bearing in mind the conditions under which they are called upon to operate. As a rule it is difficult to provide anything but limited ventilation for brakes and clutches, so that the heat generated takes some time to be dissipated, In addition the occasional presence of lubricant has to be reckoned with ; modern facings still maintain an excellent coefficient of friction, despite these adverse circumstances.