



























































































THE sa
Page 46
Page 47
Page 48
If you've noticed an error in this article please click here to report it so we can fix it.
NCE OF
CYLINDER CASTING
THE casting of iron, although an old Industry, has always been one in which a certain amount of difficulty has attended the production of sound work, that is to say, free from blow-holes, caused by
air which cannot readily escape from the mould, and gas generated by the hot metal. In spite of all efforts to produce a mould that can be used over and over again, nothing has been found to supersede sand, both for the mould and for the cores around which the metal runs to form the hollow parts of castings, sand being porous, and not having a chilling effect on the iron. Sand, when used to form cores, has also the advantage over other materials that it can be , easily removed by scraping out the bulk, the remainder being extracted by means of the sand blast.
The casting of cylinders for motor-vehicle engines is the most difficult task with which those engaged in the industry have had to contend, owing to the fact that the slightest porosity is fatal. The difficulty is also increased by the number of cores necessary to produce the passages for water, and the inlet and outlet of gases. These troubles, although they existed in the days when cylinder castings were comparatively simple, consisting only of pairs of bores, have been greatly aggravated by the modern practice of casting all the bores en bloc, and have recently been further increased by casting the upper part of the crankcase integral with the bores.
Still more difficulties have arisen in the demand for a longer-wearing metal, made necessary by increased speeds and the introduction of aluminium pistons.
In orderto give our readers, both technical and non-technical, some idea of how these difficulties have been overcome in British foundries, we have selected the methods adopted by the Midland Motor Cylinder Co., Ltd., Birmid Works, Sinethwick, as representative of the most up-to-date practice.
The company appears to have gone closely into all details, not only in the methods of casting, but in the composition of the iron, with the object of reducing failures to a minimum. To do this it was found to be necessary to control the production of the iron from its earliest stages. With this in view, the company has constructed special furnaces, in which tests are made every 20 minutes, for the production of pig iron with a definitely known and unvarying 'composition.
. The material has been named chromiclium and the special process of producing it ensures that it has a graphitic carbon content evenly distributed throughout the whole bulk of the material, in fine, flaky nature. It is interesting to note that both grain structure and the Brinell hardness is uniform throughout thin and thick sections of the resultant castings. The presence of a percentage of chromium tends to stabilize the iron at high temperatures and, although chrornidium is hard enough to ensure good wearing qualities, owing to its decided uniformity, it is not at all difficult to machine ; in fact it is invariably found to he easier to machine than an ordinary cylinder iron.
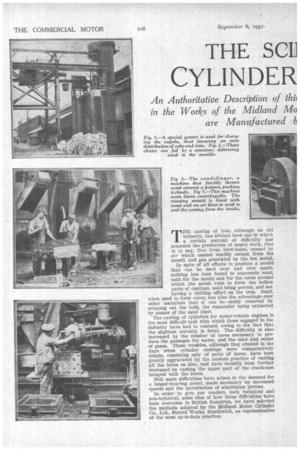
To ensure a perfectly even distribution of coke and pig iron in the cupola, a special charging gantry, as shown in Fig. 1, has been constructed, by means of which the bucket can discharge its contents from the bottom.
In the foundry no time is wasted in handling the sand, an endless band carrying it for the whole length of the building and continually filling the chutes shown in Fig. 2, so that when a pattern is in place the moulder can, by opening a valve, allow all the sand he requires to fall into the flask.
After casting the moulds are knocked out over a grating, through which the sand falls on to a travelling conveyer; this takes it to the reconditioning and mixing plant, from which it is again raised by a dredger chain of buckets to the overhead conveyer.
For certain classes of mould a device known as a sandslinger is used. This consists of a chain of buckets which raises the sand and allows it to find its way to what resembles a centrifugal fan, the blades of which rotate at a high speed, thus throwing the sand with considerable force around the pattern as it lies in the flask, as shown in Fig. 3.
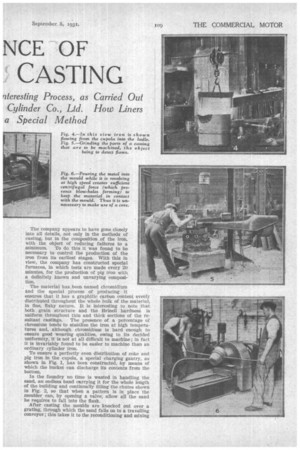
Fig. 4 shows the metal flowing from the cupola into the ladle, which is carried by an electric traveller to each mould to he filled. While this process is going on, frequent tests of the metal are made by casting pieces in the form of a star and examining the grain in the thin and thick parts.
After the castings have been fettled and all traces of sand removed, both from the outside and from the hollow cored parts, the surfaces which have to be machined are ground until all scale is eliminated and the bright metal is showing. This is done by means of the machine shown in Fig. 5, which consists of an emery wheel driven by an electric motor and balanced so that the operator can move it in any direction.
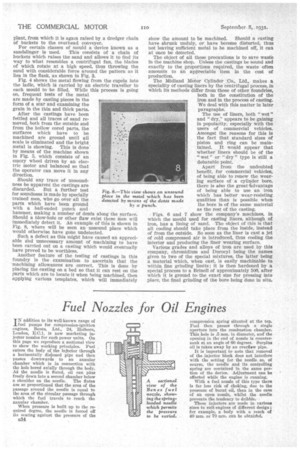
Should any trace of unsoundness be apparent the castings are discarded. But a further test for soundness is made by specially trained men, who go over all the parts which have been ground with a ball-ended punch and hammer, making a number of dents along the surface. Should a blow-hole or other flaw exist these men will immediately detect it. An example of this is shown in Fig. 8, where will be seen an unsound place which would otherwise have gone undetected. Such a defect as this might have caused an appreciable and unnecessary amount of machining to have been carried out on a casting which would eventually have proved to be worthless.
Another feature of the testing of castings in this foundry is the examination to ascertain that the machining allowances are correct. This Is done by placing the casting on a bed so that it can rest on the parts which are to locate it when being machined, then applying various templates, which will immediately show the amount to be machined. Should a casting have shrunk unduly, or have become distorted, thus not leaving sufficient metal to be machined off, it can at once be detected.
The object of all these precautions is to save wage in the machine shop. Unless the castings be sound and exactly to the proportions required, the waste often amounts to an appreciable item in the cost of production.
The Midland Motor Cylinder Co., Ltd., makes a speciality of casting liners by the centrifugal process, in which its methods differ from those of other foundries, both in the constitution of the iron and in the process of casting. We deal with this matter in later paragraphs.
The use of liners, both " wet " and "dry," appears to be gaining in popularity, especially with the users of commercial vehicles. Amongst the reasons for this is the fact that standard sizes of piston and ring can be maintained. It would appear that whether liners should be of the " wet " or " dry " type is still a debatable point.
Apart from the undoubted benefit, for commercial vehicles, of being able to renew the wearing surface of a cylinder bore, therein also the great 4dvantage of being able to use an iron which has better wear-resisting qualities than is possible when the bore is of the same material as the rest of the casting.
Figs. 6 and 7 show the company's machines, in which the mould used for casting liners, although of iron, has a lining of sand. The object of this is that all cooling should take place from the inside, instead of from the outside. So soon as the liner is cast a jet of cold compressed air is introduced, thus cooling the interior and producing the finer wearing surface. Various grades and alloys of iron are used by this company, chromidium and Durocyl being the names given to two of the special mixtures, the latter being a material which, when cast, is easily machinable to within fine grinding limits; it is then hardened by a special process to a Brinell of approximately 500, after which it is ground to the exact size for pressing into place, the final grinding of the bore being done in situ.