











































































































Matched Outfits from Sun Works
Page 50
Page 51
If you've noticed an error in this article please click here to report it so we can fix it.
ERF SEMI-TRAILERS AGAIN
By
R. D. CATER, A M inst 13 E ATER more than 20 years the Sartdbach vehicle building company of ERF Ltd. are once again to builcl semi-trailers. During the 1939-45 war the company built many hundreds to a standard Ministry design. The unit that is announced today is aimed at providing hauliers with an articulated outfit completely conceived and built under one roof; for the present it is expected that production will be restricted to 28 and 30 tons g.v.w.
There is nothing fancy or complicated in the design of the ERF semi-trailer, which incorporates the now little used Rubery Owen pressed high-tensile steel main frame-member, and in my opinion it will prove to be an extremely rugged and serviceable carrier. The running gear again is an unsophisticated but very well tried and proved assembly; namely the Rubery Owen tandem-axle unit incorporating slipper ended leaf-springs, 20,000 lb. axles and 15.5 x 7 in. brakes operated by Duplex diaphragm chambers at each wheel.
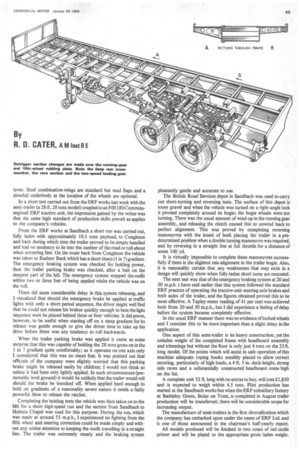
The main frames are flitched with a length of similar pressedsteel frame which is reduced in overall depth to nestle snuggly inside the main member where it is stitch-welded at equal distances throughout its length. It runs from a point adjacent to the fifth wheel kingpin rearwards to a point immediately ahead of the running gear. In the section housing the fifth wheel rubbing plate the frame is heavily cross-braced, providing adequate support which should prevent distortion of the rubbing plate and the attendant high spots and grabbing which these produce on the fifth wheel.
Deep U-section cross-members pressed from in. mild-steel are electrically welded at 25 in. centres throughout the length, the number varying of course with the finished length of the frame.
Two sizes of tapered outriggers are also electrically welded, to the outside faces of the frame, this time at 27 in. centres. Through the section from the headboard to the point where the rubbing plate swan neck deepens into the main frame section, and from a point above the first axle of the running gear to the rear crossmember, these are 7 in. deep at the frame end and 4.5 in. deep at the rave end. In the intervening space, a different pressing is used for the outriggers which are 12 in. deep at the face of the frame and 5 in. deep at the rave. As in the cross-members the material used for these pressings is a in. thick and they are in the form of an angle which has weight saving holes punched through its vertical face.
The rave rails, again a in. thick are a pressing, the section of which is similar to a narrow, straight-backed C. These are precambered along their length to avoid appearing bowed when in laden condition. When unladen of course the camber is quite pronounced.
An integrally built headboard assembly is a standard feature of the design, and although production units will be fitted with a 2 ft. high board customers may specify units of other dimensions when ordering. The rear cross-member is a 15 in. deep pressing which covers the full depth of the main frames and will greatly assist in the prevention of wracking in the body, particularly if the frame is used for superimposed bodywork. Standard flooring is 1 in. nominal Keruing half-lapped, installed in a manner which will allow any one board to be replaced without disturbing those adjacent to it.
The whole section above the rubbing plate is removable to give access to the kingpin and also to the airline coupling mountings and the lighting plug. Rave height can be varied according to requirements from flush to 1 in. Dropsides and tailboard are available and, in fact the company's bodybuilding organization, J. H. Jennings and. Sons, Ltd., will superimpose any form of bodywork requested.
As stated earlier braking is by cam-operated units powered by a three-line system which, when coupled in the standard ERF third line method gives an emergency brake operating on the steering axle of the tractive-unit and the two semi-trailer axles via duplex diaphragm chambers. A trailer parking brake operated by a Neate ratchet-and-drum lever operates on the leading trailer axle only. Two-speed landing gear is fitted as standard as are all the components required for statutory lighting including flashers, reflectors and side and corner markers. A spare wheel' with a winch type carrier is also included as a standard fitting.
All the models produced are to be mounted on 10.00-20 16-ply tyres. Steel combination-wings are standard but mud flaps and a proofed underbody at the location of the wheels are optional.
In a short test carried out from the ERF works last week with the semi-trailer (a 28 ft. 28 tons model) coupled to an NH 180 Cumminsengined ERF tractive unit, the impression gained by the writer was that the same high standard of production skills prevail as applies to the company's vehicles.
From the ERF works at Sandbach a short run was carried out, fully laden with approximately 18.5 tons payload, to Congleton and back during which time the trailer proved to be simply handled and had no tendency to lie into the camber of the road or roll about when cornering fast. On the route back from Congleton the vehicle was taken to Radnor Bank which has a short sharp (I in 7) gradient. The emergency braking system was checked for holding power, then the trailer parking brake was checked, after a halt on the steepest part of the hill. The emergency system stopped the outfit within two or three feet of being applied whilst the vehicle was on the roll.
There did seem considerable delay in this system releasing, and I visualized that should the emergency brake be applied at traffic lights with only a short period sequence, the driver might well find that he could not release his brakes quickly enough to beat the light sequence were he placed behind three or four vehicles. It did prove, however, to be useful when starting off on a steep gradient for its release was gentle enough to give the driver time to take up his drive before there was any tendency to roll backwards.
When the trailer parking brake was applied it came as some surprise that this was capable of holding the 28 tons gross on in the 1 in 7 gradient quite comfortably; as it operates on one axle only I considered that this was no mean feat. It was pointed out that officials of the company were slightly worried that this parking brake might be released easily by children; I would not think so unless it had been only lightly applied. In such circumstances (presumably level ground) it would be unlikely that the trailer would roll should the brake be knocked off. When applied hard enough to hold on gradients of a reasonably severe nature it needs a fairly powerful blow to release the ratchet.
Completing the holding tests the vehicle was then taken on to the M6 for a short high-speed run and the section from Sandbach to Holmes Chapel was used for this purpose. During the run, which was made at around 55 m.p.h., I experienced no fighting from the fifth wheel and steering correction could be made simply and without any undue attention to keeping the outfit travelling in a straight line. The trailer was extremely steady and the braking system pleasantly gentle and accurate to use.
The British Road Services depot in Sandbach was used to carry out short-turning and reversing tests. The surface of this depot is loose gravel and when the vehicle was turned on a right-angle lock it pivoted completely around its bogie; the bogie wheels were not turning. There was the usual amount of wind-up in the running gear assembly, and releasing the clutch caused this to unwind back to perfect alignment. This was proved by completing reversing manoeuvres with the intent of both placing the trailer in a predetermined position when a double turning manoeuvre was required, and by reversing in a straight line at full throttle for a distance of some 100 yd.
It is virtually impossible to complete these manoeuvres successfully if there is the slightest mis-alignment in the trailer bogie. Also, it is reasonably certain that any weaknesses that may exist in a design will quickly show when fully-laden short turns are executed.
The next test was that of the emergency braking system at 20 and 30 m.p.h. I have said earlier that this system followed the standard ERF practice of operating the tractive-unit steering axle brakes and both axles of the taller, and the figures obtained proved this to be most effective. A Tapley-meter reading of 41 per cent was achieved both from 20 and 30 m.p.h., but I did experience a feeling of delay before the system became completely effective.
In the usual ERF manner there was no evidence of locked wheels and I consider this to be more important than a slight delay in the application.
One aspect of this semi-trailer is its heavy construction, yet the unladen weight of the completed frame with headboard assembly and trimmings but without the floor is only just 4 tons on the 33 ft. long model. Of the points which will assist in safe operation of this machine adequate roping hooks sensibly placed to allow correct securing, particularly of high loads, a 4 ft. 3 in. deck-height, strong side raves and a substantially constructed headboard come high on the list.
A complete unit 33 ft. long with no extras to buy, will cost £1,850 and is expected to weigh within 4.5 tons. Pilot production has started at the Sandbach works but when the ERF subsidiary factory at Baddeley Green, Stoke on Trent, is completed in August trailer production will be transferred; there will be considerable scope for increasing output.
The manufacture of semi-trailers is the first diversification which the company has embarked upon under the name of ERF Ltd. and is one of those announced in the chairman's half-yearly report.
All models produced will be finished in two coats of red oxide primer and will be plated to the appropriate grogs laden weight.