



















































WELDING AS A PARTS ECLAMATION WEAPON
Page 26
Page 27

Page 28
Page 31

If you've noticed an error in this article please click here to report it so we can fix it.
THE'value of welding as a repair medium for all types of light and heavy road vehicles was never so much in evidence as it is at the present time. The obtaining of spare parts has become a nightmare to service engineers and the extreme shortage means that maintenance depots, garages and repair shops must look to the salvage dumps for all classes of mechanical parts which can be reconditioned.
At first sight this reclamation policy seems meagre and hardly worth the trouble involved, particularly when vehicles are urgently required for important transport work essential to the war effort, hut facts must, be faced. In the past, too few service engineers have reclaimed as many parts as they might and should have done by welding, consequently existing scrap dumps contain much valuable material.
' Forethought and Practice Required So far as welding is concerned, it is quite a simple job to patch a wing, weld a broken .stay, fix a tie rod or weld a broken bracket, but building up worn and broken gear teeth, cams and shafts, and repairing fractured cylinder blocks and cylinder heads seem to be an expert's job and much too invoiced and difficult for the average garage or repair-shop operative.
However, the war has shown that almost all classes of people can quickly learn to undertake work which, even in their wildest dreams, they never imagined they would ever be Called upon to do. Welding, and in particular automobile-repair welding, is not so simple as whitewashing a wall. The process requires intelligent *thought. But, on the other hand, the average maintenance man can be trained, or cap _train himself, to handle an oxy-acetylene torch. Then, by gradual prtress from simple operations to more difficult ones, he can gather experience which will ultimately fit him to tackle even the most complicated welding repairs.
There are several technical welding service departments provided by welding supply manufacturers and institutions which are always ready and glad to give .free technical • advice and assistance on any problems pertaining to welding; so where there is a will and an honest endeavour to make full use of the welding process, a way can be found to reclaim and put back into service thousands of important spares which hitherto would have gone to the scrap dump. During recent years, new types of welding Wires have been introduced especially for automobile repairs a2/1 prominent amongst these new rods are bronze welding rods, nickel-bronze rods, ai per cent, nickel-steel rods and diecast 'zinc-alloy rods. Bronze welding is described in British Standard Specification 499 (definition 7) as "a process of welding where metals are united by melting bronze or brass filler rods into the joint."
Bronze welding rods are already well known and they are used extensively for repairing fractures in cast iron, steel, copper, brass and other structural metals.
The bronze welding process is easy to employ and, in addition to the simple straightforward jobs for which it may be utilized, repairs to cylinder heads and cylinder blocks are not beyond the compass of the average workman, provided that he takes care to follow the lines of procedure as laid down in the technical instructions.
An Advantage of Bronze Welding One of the advantages of the bronze welding process for cylinder-head and cylinder-block repairs is the low temperature of application which requires only simplified preheating methods where the fracture is extensive, and no *preheating when the fracture is short, or located near a port, outside edge or corner.
Low-temperature preheating and running reduces distortion to a minimum and, provided that ordinary precautions are taken, there should be no necessity to resort to expensive machining operations in order to align the casting.
Essential features of successful bronze welding on cast iron include cleanliness of the weld area, a good wide V through the full thickness of the metal and careful temperature control to avoid overheating. Naturally, practice arid patience 'are called for.
As an example of patience, a welder recently repaired by bronze welding a badly fractured Standard Twelve crankcase. This had two large holes in the side, .caused by a bearing bolt breaking and the connecting rod shattering.. the sides of the case. In addition, a few minor cracks were evident and sections from one hole were lost.
A piece of Tarim, mild-steel plate was shaped to fit one hole and formed a good substitute for the missing pieces. After cleaning the weld area and V-ing the visible cracks, a layer of bronze was deposited in each crack and around the edges of the holes. Next, one patch was correctly located and welded in a series of steps, each step being 3 ins long, and on the opposite sides of the patch. This 425
method provided heat distribution/ in a localizt area and avoided undue distortion.
The casting was allowed to cool before proceeding with the second patch. Dming coolinga shOrt new crack appeared at the edge of the patch which had just been bronze-welded. This did no,. deter the welder ; he pro-. Ceedecl to locate the second patch and welded in steps as before. After this operation, and again while cooling was taking place, two further small cracks appeared.
When the casting was &id the welder V-grooved all three new cracks and welded each in turn. During cooling. after this operation, a fourth crack appeared quite close to one of the original welds; with infinite patience the welder V-ed this and again welding metal was applied, this time with complete success.
This repair, which took in all 44 hours' working time, put back into service a valuable automobile, and it is interesting to note that no preheating was employed. Ouly the parts in the damaged area were dismantled, whilst so little distortion occurred that no machining, facing or dressing was required. The engine was reassembled and, the same day the welding repairs were completed, was replaced in service.
Aluminium-bronze Selector Forks
Standard bronze welding rods can be used to build-up bronze gearbox-selector-fork fingers. This is a repair which has hitherto presented much difficulty, due to the chemical composition of the alloy being somewhat different from the usual bronze alloy.
Selector forks are generally made from aluminium-bronze, and this alloy, when raised to a high temperature, acquires. a refractory oxide on its surface. This oxide can be reduced only by a powerful chemical flux and it is when this special flux is employed, in conjunction with standard bronze welding rods, that successful building-up repairs can be effected. in a satisfactory manner.
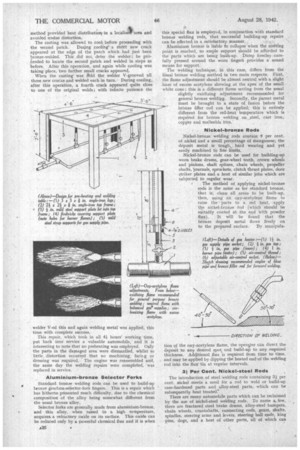
Aluminium bronze is liable tb collapse when the melting point is reached, so ample support should be afforded to the parts which are being built-up. Damp fireelay carefully pressed around the worn fingers provides a sound means for support. The welding technique, in this case, differs from the tisual bronze welding method in two main respects. First, the flame adjustment should be almost neutral with a slight haze of excess acetylene showing at the apex of the small white cone: this is a different flame setting from the usual slightly oxidizing adjustment recommended for general bronze weldipg. Secondly, the parent metal must be brought to a state of fusion before the bronze filler rod can be applied; this is entirely different from the red-heat temperature which is required for bronze welding on steel, cast iron, copper and malleable iron.
Nickel-bronze Rods
Nickel-bronze welding rods contain 9 per cent. of nickel and a small percentage of manganese; the deposit metal is tough, hard wearing and yet easily machined to fine limits.
Nickel-bronze rods can be used for building-up worn brake drums, gear-wheel teeth, crown wheels and pinions, shaft splines, chain wheels, propeller shafts, 'journals, sprockets, clutch thrust plates, doer striker plates and, a host of similar jobs which are subjected to regular wear.
The method of applying nickel-bronze rods is the same as for standard bronze, that is, clean all areas to be built-up, then, using an oxy-acetylene flame to raise the 'parts to a red heat, apply the nickel-bronze rod (which should be suitably coated at the end with powder flux). It Will be found that the 6 bronze deposit metal flows freely on to the prepared surface. By manipula,
tion of the oxy-acetylene flame, the operator can direct the deposit to any desired spot, and build-up to any required thickness. Additional flux is required from time to time. and may be applied by dipping the heated endmf the welding rod into the flux tin at regular intervals.
34 Per Cent. Nickel-steel Rods The introduction of steel welding rods containing 34 per cent. nickel meets a need for a rod to weld or build-up case-hardened parts and alloy-steel parts, which can be subsequently heat treated!
There are many automobile parts which can be reclaimed by the use of nickel-steel welding rods. To name a, few, there are fractured steel brake drums, alloy-steel bumpers, chain wheels, crankshafts, connecting rods, gears, shafts, spindles, steering arms and levers, steering ball ends, king pins, dogs, and a host of other parts, all of which can be repaired if fractured, at built-up if in a worn state. The method of deposition differs from bronze welding, because a higher temperature is necessary and care' must be taken to obtain the correct flame .adjustment and to melt the parent metal witiout oxidation or burning.
Generally, the deposit metal is sluggish, but fluidity can be increased by using wrought-iron and steel or cast-iron flux powders. The flux is applied by dipping the heated end of the filler rod into the flux tin.
The flame should be adjusted to give an equal balance of the two gases and at the extreme end of the white cone in the flame just a faint haze of excess acetylene should be visible.
The size of the blowpipe flame should be calculated according to the thickness of the part being welded or built-up. In 'the case of building-up. splines or shafts, welding should be carried out in stages, working from one side of the shaft, then from the opposite side. This procedure controls heat distribution and serves to maintain correct alignment.
• Zinc-alloy Welding Rods Many die-castings are used on road vehicles and _these are often made in a zinc-base alloy. The metal has the appearance of aluminium and the fracture generally shows a clean crystalline structure, which is rather misleading to those people who are not well acquainted with metals, or with the particular parts in question.
Carburetter bodies, mascots, door handles, side-mirror frames, etc., are generally made from zinc-base die-cast alloy and the repair of such parts by welding can be troublesome if certain precautions be neglected.
The fractured area should be perfectly cleaned and good support provided when setting up prior to welding. Careful support is one of the essential features when dealing with the alloy, because at elevated temperatures it s liable to
collapse causing failure of the repair. Support is best• given by packing the part inside and outside with damp shredded asbestos or damp fireclay.
The flame should be adjusted to a soft carbonizing condition, showing no clear definite exhite cone. Only the
extreme end of the flame is used to melt the base metal in the weld area and the clie-ca.t filler rod is melted by the action of the flame as soon as the parent metal is in a state of fusion. .
A heavy oxide scale is formed on the surface of the metal at high temperatures and is best broken up by the
use of a puddling spade. (The spade can be made by flattening the end of a mild-steel rod.) The spade is used to scrape off the oxides as they are formed and to puddle the die-cast filler metal into the fused base-metal until a sufficient reinforcement has been built up.
The die-cast alloy remains in a plastic state for some considerable time after the repair has been effected, therefore it is advisable to leave the job to cool down before any attempt is made to remove the support packing. If this precaution be not observed, flow is likely to occur, or the built-up mass may develop tracks, as it is quite weak in the strongly heated state.
No flux is required for welding zinc-base die-castings and, with careful attention to cleanliness and support, the average operator can soon acquire the necessary technique to carry out successful repairs.
Sufficient data has been outlined to show that oxyacetylene welding, used in an intelligent manner by an operator who is interested in his work and in the welding process, can be a roost valuable reclamation tool in any repair workshop. All that is required is a keen interest, a willingness to learn by regular practice, and a study of available technical literature.
As stated before, Much valualffe technical information on the subject of welding is available, free of charge, from • suppliers of welding products and technical institutions, besides which there are many useful 'books covering every phase of welding.
The need for spare parts grows daily, whilst the supply becomes more and more restricted, yet every garage and service depot has an abundance of slightly damaged parts lying idle. These are valuable and many of them. can be, • put back into service by welding, according to one or
inother of the methods which have been outlined in this article.
Not only is it economical to reclaim defective parts, but also it is a serviCe to the country and an important contribution to the war effort which should be carefully considered and adopted by everyone who has the facilities for so doing.