



























An Efficient Case-hardening Furnace.
Page 27
If you've noticed an error in this article please click here to report it so we can fix it.
In these days of keen competition, the question of reducing the cost of production in any part of a machine is one of great interest to all who are engaged in the engineering business, and especially is this the case in regard to branches of engineering which more intimately concern and affect the motor industry. If it can be shown that good and satisfactory results can be obtained at a much lower cost to the producer than he has formerly paid, his interest is at once aroused.
During the halt at Bristol of the vehicles taking part in the trials, one of our representatives had the opportunity of ex
amining a furnace, a new, patented, carbonising compound, and a new process of case-hardening iron and steel. The specimens shown to him, photographs of which are reproduced on this page, were excellent examples of clean and even case-hardening. The large ring depicted is a die for punching and stamping sheet metal : its diameter is 13i inches, and, although most carefully tested, it showed no signs of having warped either in the heating or the cooling stages; yet it was perfectly hard, and it resisted the " bite " of a file on any part of its surface.
The large gear-ring is a third-speed wheel, of Bismarck steel, which had been hardened in the furnace that our representative examined at the works of George Lockyer and Son, of St. Philip's Marsh, Bristol, which company is the sole agent for the Engineering Specialities Co., Ltd., the patentees and owners of the designs for the furnace, and the composition of the carbonising material. The gearring, to which reference has been made, is one for a Straker_ Squire omnibus; after running for some 8,000 miles, it showed no signs of wear.
The difficulties attending the hardening of special, highcarbon steels are well known to all who are associated with modern workshop practice, but we consider that this gearring has shown that the task of hardening a steel containing 13 per cent, of carbon is not an insurmountable one. The small pieces are a few of the test-pieces usually put into the top of each packing-box, but they give some idea of the evenness and depth of the casing. The design of the furnace, the composition of the carbonising agent, and the special quenching liquid are not recent and untried inventions, for they have been thoroughly tested in many large works in this country, and, on the /4th of June, 1906, when recording the visit of the members of the Society of Motor Omnibus Engineers to the associated works of Sidney Straker and Squire, Ltd., at Fishponds, Bristol, we therein made reference to a process of hardening which was in vogue at those works. That process was the one now under notice, and it is the invention of Mr. Chris Pride.
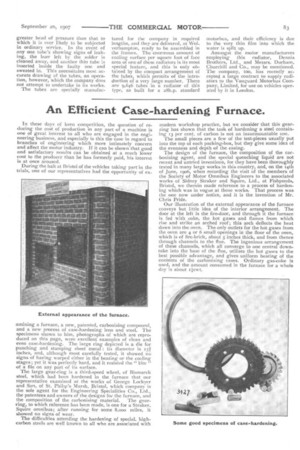
Our illustration of the external appearance of the furnace conveys but little idea of the interior arrangement. The door at the left is the fire-door, and through it the furnace is fed with coke, the hot gases and flames from which rise and strike an arched roof ; this arch deflects the heat down into the oven. The only outlets for the hot gases from the oven are 4 or 6 small openings in the floor of the oven, which is of fire-brick, about 5 inches thick, and from thence through channels to the flue. The ingenious arrangement of these channels, which all converge to one central downtake into the base of the flue, utilises the hot gases to the best possible advantage, and gives uniform heating of the contents of the carbonising cases. Ordinary gas-coke is used, and the amount consumed in the furnace for a whole day is about ILcwt.