 1
1 2
2 3
3 4
4 5
5 6
6 7
7 8
8 9
9 10
10 11
11 12
12 13
13 14
14 15
15 16
16 17
17 18
18 19
19 20
20 21
21 22
22 23
23 24
24 25
25 26
26 27
27 28
28 29
29 30
30 31
31 32
32 33
33 34
34 35
35 36
36 37
37 38
38 39
39 40
40 41
41 42
42 43
43 44
44 45
45 46
46 47
47 48
48 49
49 50
50 51
51 52
52 53
53 54
54 55
55 56
56 57
57 58
58 59
59 60
60 61
61 62
62 63
63 64
64 65
65 66
66 67
67 68
68 69
69 70
70 71
71 72
72 73
73 74
74 75
75 76
76 77
77 78
78 79
79 80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91 92
92 93
93 94
94 95
95 96
96 97
97 98
98 99
99 100
100 101
101 102
102 103
103 104
104 105
105 106
106 107
107 108
108 109
109 110
110 111
111 112
112 113
113 114
114 115
115 116
116 117
117 118
118 119
119 120
120 121
121 122
122 123
123 124
124 125
125 126
126 127
127 128
128 129
129 130
130 131
131 132
132 133
133 134
134 135
135 136
136 137
137 138
138 139
139 140
140 141
141 142
142 143
143 144
144 145
145 146
146 147
147 148
148 149
149 150
150 151
151 152
152 153
153 154
154 155
155 156
156 157
157 158
158 159
159 160
160 161
161 162
162 163
163 164
164 165
165 166
166 167
167 168
168 169
169 170
170 171
171 172
172 173
173 174
174 175
175 176
176 177
177 178
178 179
179 180
180 181
181 182
182 183
183 184
184 185
185 186
186 187
187 188
188 189
189 190
190 191
191 192
192 193
193 194
194 195
195 196
196 197
197 198
198 199
199 200
200 By ALFRED WOOLF,
Page 98
Page 99

Page 102

If you've noticed an error in this article please click here to report it so we can fix it.
B.A.
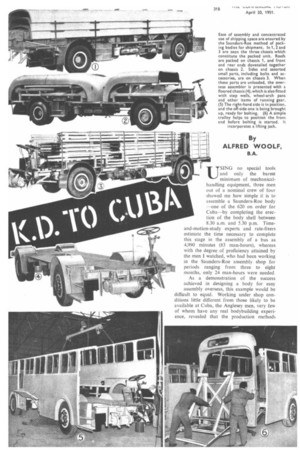
USING no special tools and only the barest minimum of mechanicalhandling equipment, three men out of a nominal crew of four showed me how simple it is to assemble a Saunders-Roe body —one of the 620 on order for Cuba—by completing the erection of the body shell between 8.30 a.m. and 5.30 p.m. Timeand-motion-study experts and rate-fixers estimate the time necessary to complete this stage in the assembly of a bus as 4,990 minutes (83 man-hours), whereas with the degree of proficiency attained by the men I watched, who had been working in the Saunders-Roe assembly shop for periods ranging from three to eight months, only 24 man-hours were needed.
As a demonstration of the success achieved in designing a body for easy assembly overseas, this example would be difficult to equal. Working under shop conditions little different from those likely to be available at Cuba, the Anglesey men, very few of whom have any real bodybuilding experience, revealed that the production methods designed for this order are sound and practical.
When the contract for the Leyland-Saunders 40-seater buses was received from Autobuses Modernos, S.A., of Havana, it was specified that 220 were to be shipped partially knocked down for assembly in Cuba itself. The order is due for completion by September this year.
Saunders-Roe (Anglesey), Ltd., formerly Saunders Engineering and Shipyard, Ltd_, designed the Rivaloy body which is used in the Cuban vehicles, to compete with the allmetal bodywork of any other bodybuilder, and to withstand the worst possible operating conditions, whilst being easy to maintain and simple to assemble. Structurally, the use of Z-section rails is an interesting feature; in such original details lies the secret of the success of the design.
By constructing the body in sections, each jig-built to ensure interchangeability, shipment partially knocked down is facilitated. In the method of packing used, the Saunders-Roe engineers have set an unusual precedent.
Instead of completely reducing the body to components and packing it in crates, the basic sections are packed in threes on a chassis. Before this, the chassis is jig-drilled for body mounting, and the wheelarch pans and the two step wells are similarly positioned and mounted, using a special jig. The timber packings to carry the floor are fitted, and the numbered and machined floor parts are laid. When the chassis are unpacked on arrival at the port of discharge, erection of the body can be started at once.
The first of each batch of three chassis is loaded with the three front and rear ends, six doors, six bumpers and stanchions, straps, glittering and
floor covering for three bodies. The second chassis carries three roofs and three sets of seat frames and cushions. On the third chassis are six complete sides and a crate containing all the small ironmongery—shrouds, handrails, cove panels, rubber floor treads, head and side lamps, instruments, accessories, and sufficient bolts, rivets, screws, paints and adhesives, etc., to complete the vehicle. Loaded thus each chassis can be driven to and from the docks.
Chassis No. 1 occupies approximately 1,970 cubic ft.; No. 2, 1,920 cubic ft., and No. 3, 1,780 cubic ft. The three, therefore, occupy 5,600 cubic ft., whilst two complete vehicles occupy 5,200 cubic ft.
Having unpacked and stored the sections, assembly of the bodies can follow the procedure laid down at Beaumaris. The chassis is ready to accept the bodywork, and the first step is to lift the side frames into position. The crew of four men which does this at Beaumaris can manhandle a side, but a simple hoist is of great value.
Once in position, first the righthand, then the left-hand side (facing the front) is bolted to the outrigger brackets. As the sides themselves are in two sections, the front and rear cantrails have to be connected. The crib rails are bolted to the outriggers, mating on packing, seat supports are bolted to the crib rail on the near side and to the off-side seat rail, and the front and rear step wells are bolted to attachment brackets on the pillars.
Fitting the Front Panel
The front end is then offered up to the chassis and secured to outrigger brackets and at cantraii level to the two sides, and to the half-pillar formed in the door gap on the (Cuban) near side. The crib angle is attached to the chassis members and the step well to the pillar.
The roof is then hoisted into position and bolted into the side frames, and packing is inserted between it and the front structure. Bolting up the front end is then completed. The roof is finally bolted up only when the rear end is in place. The rear panelling is brought into position on a trolley with a simple lifting arrangement, which is also used at the front end.
The rear-end assembly is bolted to the side frames first; the rear crib rail is then attached to the floor which carries angles to accept the rear. On the off side, the floor battens are bolted to the side pillars by means of further angles.
The basic assembly of the body is then complete, and now follows the trimming and finishing process. The Saunders men at Beaumaris can carry this out easily in a working day, and it is estimated that approximately 28 man-hours would be necessary in Cuba to complete the stage. This would, of course, depend upon how soon the men employed in the work became familiar with the drill to be followed and on the amount of equipment available.
After the erection of the body, the electrical wiring, which, like the glazing, is incorporated in the individual sections as they are built up on their jigs, is connected up. Junction boxes are fitted in the front and rear ends.
Next, certain lining panels, which are removed to speed up the assembly of the sections, are replaced. These include the rear-quarter inside liningpanels, front inside-lining panels, and gussets at waist level at the rear. As the basis of the design consists of channel sections bolted back-to-back, the removal of these panels facilitates assembly.
To complete the external details, stressed straps are riveted over the joints in the body, and the internal linings are riveted into position and covered with mouldings. Guttering is inserted, door partitions are positioned, and electrical details are completed. The pre-cut linoleum is laid, and then the pressed and enamelled pillar finishers, or shrouds, are held in position and the " bracelet " holding-straps are fitted.
Other cowlings, such as the instrument panel and the front dash, are screwed down. Doors are then hung, and the lightweight compressed-air door motors installed. Piping for these motors is fitted before the floors are laid and thus the assemblers are saved another awkward plumbing job. This stage would take another 132 man-hours.
Now follows the internal trimming, including connecting-up instruments, laying the coving panels between the sides and the floor, and fitting access traps in the floor, on which the rubber treads are then laid. Electrical circuits are tested and bulbs fitted where necessary. Stanchions and hand rails, seat frames and cushions are fitted.
Externally, bumper bars and side rubbing strakes have yet to be fitted and the body has to be painted. Approximately 80 man-hours would be needed to bring the vehicle up to the stage where exterior painting could be started. In all, 240 manhours would be required to reach this point.
So simple and sure is the assembly procedure — mainly because of accurate jigging of parts and a wellthought-out design—that one would have no hesitation in presenting a trio of chassis and an instruction book to an intelligent gang of fitters, and, in a remarkably short space of time, they would assemble the three vehicles without any head-scratching or requests for drawings to help them sort out the pieces. Which is exactly what Autobuses Modernos wanted when it started to look for buses to replace the Havana tramways system.