



















































Simplifying Welding Aluminium Problems
Page 31
Page 32
If you've noticed an error in this article please click here to report it so we can fix it.
THE recent tremendous increase in the use of light metal has been paralleled by important developments in welding aluminium and its alloys. Many of the desirable properties of these that have resulted in their wide use are not compatible with the usual welding techniques,
Considering the properties of aluminium and aluminium alloys, numerous reasons are at once apparent why fusion welding can give rise to difficulty.
1. High thermal conductivity draws heat away from the weld area, 2. Refractory oxides are formed when the metal is heated.
3. Low-melting point and melting . without show of colour often result in overheating before the welder realizes it. .
4. Susceptibility to cracking at temperatures near the melting point (hot-shortness) demands careful preheatin g.
5. When overheated, the metal " collapses " without warning.
6. In the case of heat-treated highstrength alloys, the application of welding heat commonly negatives the superior properties , conferred by the treatment.
The effect of , these extremely unfavourable welding charaCteriStics can be eliminated or minimized by welding at lowest possible temperatures. To achieve this, the Eutectic Welding Alloys Co. (U.S.A.) has developed a number of welding rods and fluxes for " low temperature " welding of wrought and cast aluminium alloys.
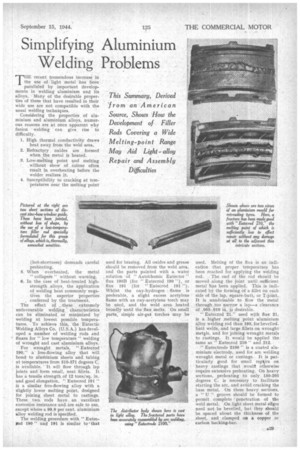
For wrought metals, " Entecrod 190," a free-flowing alloy that will bond' to aluminium sheets and tubing at temperatures from 510-571 degrees C„ is available. ' It will flow through lap joints and form small, neat fillets. It has a tensile strength. of 12 tons/sq. in. and good elongation. " Eutecrod 191 " is a similar free-flowing alloy with a slightly lower melting point, designed for joining sheet metal to castings. These two, rods have an excellent corrosion resistance and.are safe to use, except where a 99.9 per cent. aluminium alloy welding rod is 'specified.
The welding procedure with " Eutecpad 190" and 191 is similar to 'that
used for brazing. All oxides and grease should be removed from the weld area, and the parts painted with a water solution of " Auto-chemic Eutector " flux 190B (for " Eutecrod 190 "), or flux 191 (for Entecrod 191 "). Whilst the oxy-hydrogen flame is preferable, a slight excess acetylene flame with an oxy-acetylene torch may be used, and the .weld area heated broadly until the flux melts. On small parts, simple air-gaS torches may be
used. Melting of the flux is an indication that proper temperature has been reached for 'applying the welding rod. The end of the rod should be . moved along the joint until sufficient metal 'has been applied. This is indicated by the forming Cvf a fillet on each side of the lap, square-butt, or T-joint.. It is unadvisable to flow the metal through too narrow a lap—a clearance Of .005-.010 in. is desirable.
" Eutecrod 21," used with flux 21, is a higher melting point aluminium alloy welding rod than 190, for bevelled-butt welds, and large fillets on wrought metils, and for joining wrought metals to castings. It would be applied the same as " Eutecrod 210 " and 212.
• " Eutectrode 2100 " is a coated aluminium electrode, used for arc. welding wrought metal or castings. It is particularly good for small repkirs on heavy castings that ,would otherwise require extensive preheating. On heavy sections. preheating to only 150-205 degrees C. is necessary to facilitate starting the arc, and avoid cracking the base metal. On these heavy sections, a " U " groove should be formed to permit complete • penetration of the weld metal. On light sheet metal eages need not be bevelled, but they should be spaced about the thickness of the sheet, and clamped on a copper or carbon backing-bar. " Eutectrode 2100 " is used on d.c., reverse polarity only. A very short arc• shoulcl be held to concentrate heat in the immediate weld area. The burn-off rate of this electrode is very high, which means that high welding speeds must be maintained to avoid building up excessive metal. The deposited weld metal will be sound, and slag easily removed from the weld.
" Eutecrod 199," a new free-flowing alloy, has just been developed for joining aluminium sheet metal, at a minimum temperature. This rod flows freely on the base metal at 174 degrees C. it is used . with " Autochemic Eutector " Flux .199. It may be used on heat-treated aluminium alloys, where it is necessary to join the parts without disturbing the heat treatment,and where the strength and corrosion resistance of a zinc-base alloy would be satisfactory.
For welding aluminium castings, " Eutecrod 210 " and 212 are recommended. " Eutecrod 210" should be used on the common aluminium castings, such as the 5 per cent. silicontype alloy (alloy 43), and " Eutecrod 212 ** on castings that require heat treatment after welding. Both of these welding rods will bond to aluminium castings at temperatures from 510-580 degrees C. Each is used with " Auto. chemic Eutector " flnx bearing the same number aS the rod.
For welding with " Eutecrod 210 " and 212, the castings should be veed out and carefully cleaned in the weld area. A slight excess acetylene flame is used, and flux is applied with the hot end Gi the welding rod. The weld metal should be applied rapidly in thin layers, extreme care being taken not to fuse the base metal. These welding alloys will bond to . castings about 100. degrees C. below the melting point of the base metal.
" Eutectrode 2100." described above, is a coated atuminiutt electrode which is especially good on aluminium castings_
" Eutecrod 19 " is a zinc-base, alloy for use on aluminium castings and sheets, where small cracks and fine porosity are to be filled in or low spots built up. This rod bonds on the base metal at a temperature of 205-315 dekrees C., and is applied without flux. The end of the rod is rubbed on the carefully cleaned and ground or filed metal, thus removino, any oxides that may have formed during the heating operation. " Eutecrod 19 " does not have the corrosion resistance of aluminium alloys, so it should be covered with a film -of grease, oil or other protective coating.
After welding with any aluminium alloy welding , rod, it is extremely important to remove all the remaining flux, as this flux residue is extremely corrosive in the presence of moisture. It gas-welded parts can be quenched from about 280 degrees C., much of the flux will be broken off by the sudden cooling of the metal. However, small particles may still remain, and it is necessary to remove these by washing in hot water, then in a warm 10 per cent. nitric or sulphuric acid solution, followed by another rinse in hot water. On some repair jobs it is impossible to use this chemical cleaning procedure: Then moisture can be kept away from the welded area by painting the weld with heavy oil or grease.